
Еще скидки на Электроды Для Сварки
Вольфрамовые электроды WY-20 (темно-синий) - вольфрамовые электроды с иттрием отличаются наиболее высокой стойкостью к плавлению и обеспечивает стабильное горение дуги. Оптимально подходит для сварки ответственных изделий из низколегированной, нержавеющей и углеродистой стали, меди, титана на постоянном токе.
От 371 ₽
Электрод МР-3 люкс плюс МЭЗ предназначен для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 МПа. Сварка проводится во всех пространственных положениях, постоянным током обратной полярности и переменным током. Длина дуги – средняя, короткая. Параметры: расход электродов на 1 кг наплавленного металла — 1.6 кг; временное сопротивление разрыву — 460 МПа; относительное удлинение — 20%; ударная вязкость — 80 Дж/см2; коэффициент
От 1 734 ₽

Универсальный электрод ASKAYNAK AS R-143, гарантирующий отличную свариваемость, высокое качество и прекрасный внешний вид сварного шва. Универсальный электрод общего назначения для сварки металла - заборы, навесы, теплицы, каркасы, отводы, мелкий ремонт, монтаж. Широко применяется в машиностроении, судостроении, станкостроении. Характеризуется низким уровнем газообразования и разбрызгивания металла во время сварки, легким первоначальным и повторным возбуждением дуги, удалением шлаковой корки.
От 1 600 ₽

Рутил-целлюлозные электроды АНО-21 диаметром 3 мм и длиной 350 мм применяются для сварки углеродистых сталей с временным сопротивлением разрыву до 50 кгс/мм2 на переменном и постоянном токе любой полярности во всех пространственных положениях. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла.
От 899 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – КП, ПС, СП и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки – 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг.
От 1 299 ₽

Электрод с содержанием оксида церия CeO2 (массовое содержание от 1,8 до 2,2 %). Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Обладают быстрым поджигом дуги дуга устойчива даже на минимальных токах. Вольфрамовые электроды этой марки рекомендуется использовать в коротких сварочных циклах при малых значениях тока. Применяются для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
От 271 ₽

Сварочными электродами АНО-21 возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 1÷5мм, во всех пространственных положениях. Возможно использование электродов для сварки корневого шва металла большей толщины. Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла
От 584 ₽
Электроды Magmaweld отличаются точными высококачественными составами, которые обеспечивают исключительные сварочные характеристики: легкий первичный и повторный поджиг, стабильная дуга, минимальное количество брызг, ровный шов и простое удаление шлака. Позволяют создавать прочный шов без дефектов с высокой стойкостью к коррозии, вибрации и атмосферным факторам. Обеспечивает превосходное заполнение зазоров.
От 671 ₽
Электроды сварочные Магнитогорского электродного завода Ультра d=3.0 (2.5 кг) - это высококачественные сварочные электроды рутилового типа. Они предназначены для ручной сварки на постоянном/переменном токе рядовых/ответственных конструкций из стали. В отличие от других рутиловых электродов, Ультра обладают высокими сварочно-технологическими свойствами: легким начальным и повторным зажиганием, мягким и стабильным горением дуги, минимальным разбрызгиванием металла, высоким
От 953 ₽
Электроды МР-3 АРС Арсенал Plasmatec с рутиловым покрытием предназначены для сварки угловых, стыковых, нахлёсточных и других конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20) толщиной от 3 до 20 мм. Важная рекомендация!
От 510 ₽

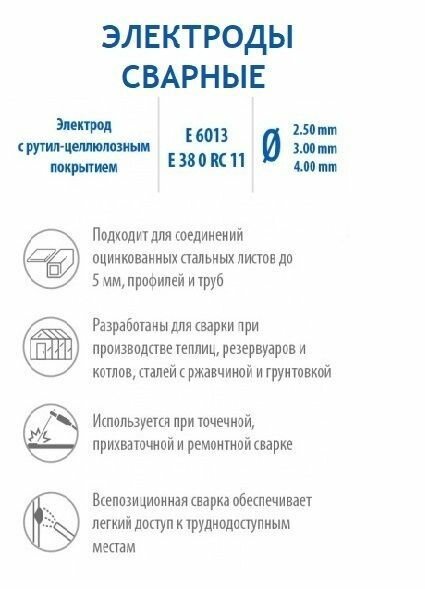
Сварочные электроды рутил-целлюлозного типа ESR 11 компании MAGMAWELD используются для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Прост в применении для сварки в любой позиции, включая сварку сверху вниз. Отличная заполняющая способность.
От 1 645 ₽
Электроды АНО-21 сзсм предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Необходимое напряжение холостого хода источника тока 70±5В. Сварку производят на короткой длине дуги. Допускается сварка на средней длине дуги. Прокалка перед сваркой: 160±15°C 1 час. Коэффициент наплавки 10 г/Ач. Расход электродов на 1 кг наплавленного металла 1,6 кг.
От 409 ₽

Описание Электроды УОНИ 13/55 сзсм предназначены для сварки методом MMA ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности. Наплавленный металл образует ровный и высококачественный шов, стойкий к образованию кристаллизационных трещин.
От 1 000 ₽

Вольфрамовые неплавящиеся электроды WZ-8 (белого цвета) для аргонодуговой сварки. Сварочный процесс производится переменным током AC. Вольфрамовые электроды WZ-8 используются для сварки сплавов магния и алюминия. Часто применяются в ВПК. Допустимая токовая нагрузка на электрод WZ-8 выше, чем на ториевые, цериевые и лантанированные электроды. характеристики: Цвет электрода: Белый; Маркировка: WZ-8; Диаметр электрода: 3, 2 мм; Длина электродов: 175 мм; Добавки: 0, 7 - 0, 9 % ZrO2 (оксид циркония)
От 371 ₽

Электроды Denzel DER-3 97512 диаметром 4 мм, с рутиловым покрытием, 1 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 160 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже, мастерской или на даче. Преимущества Решение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 500 ₽

Электрод вольфрамовый WT-20 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Содержит 2% оксида тория. Торий является радиоактивным материалом низкого уровня. Поэтому при регулярной сварке в закрытых помещениях и заточке следует строго соблюдать необходимые меры безопасности. Электрод характеризуется устойчивой дугой.
От 875 ₽

Тип покрытия – рутилово-целлюлозное. Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод отличается относительно слабой чувствительностью к ржавчине, грунтовке, цинковым покрытиям и т. п.
От 800 ₽

Электроды для сварки Гарант обладают превосходными характеристиками в технологии сварки: простота в использовании; стабильность и мягкость горения дуги; легкий поджиг — первоначальный и повторяющийся; равномерная плавкость покрытия; небольшой расход металла от распыления; легкость в отделении корки из шлака, прекрасная сформированность шва; маленькая чувствительность к подготовке граней изделий, которые будут сваривать; способность сваривания деталей на постоянном и переменных токах.
От 620 ₽


Электрод угольный 6.0 мм представляет собой графитовый/угольный стержень, снаружи покрыт тонким слоем меди (омедненный). Используется для осуществления строжки и резки металла, делает отверстия и удаляет дефекты, возникающие при литье. Производит сварку алюминиевой и медной проводки при прокладке электросетей. Не засоряет металл шва, отличается стабильным горением и малым брызгообразованием.
От 640 ₽
Преимущества: - Улучшенный состав покрытия, поэтому малая токсичность и концентрация газовых выделений при сварке; - Повышенные сварочно-технологические характеристики; - Малое разбрызгивание; - Устойчивое горение сварочной дуги даже на малых токах; - Уменьшение задымленности при сварке.
От 359 ₽

Представляем Вашему вниманию электроды, используемые для сварки конструкций, выполненных из различных углеродистых, а также низколегированных сталей методом MMA. Предел их прочности составляет 520 МПа. Сварка выполняется постоянным током в любых положениях. Исключением является только вертикальное положение по направлению сверху-вниз. Обращаем внимание, что перед работой необходимо предварительно тщательно очистить свариваемые кромки от масла, окалины и прочих загрязнений.
От 1 450 ₽

Основное назначение. Электроды с рутиловым покрытием, предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа. Сварка во всех пространственных положениях на переменном токе и постоянном токе прямой полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов. Производительность (для диаметра 4.0 мм) 7.5 г/(А·ч); 1.2 кг/ч. Расход электродов на 1 кг наплавленного металла 1.7 кг.
От 352 ₽

Электроды Т-590 используют для наплавки деталей, работающих, в основном, в условиях механического воздействия и высоких нагрузках, т. е. там, где нужна повышенная прочность. Данный вид электродов возможно применять для постоянного и переменного тока. Особенности электродов Т-590: Диаметр 4,0 мм Перед наплавкой рекомендуется прокалка электродов при 180-200°С, около 2х часов Полученный материал обладает высокой степенью износостойкости Общий сварочный шов имеет склонность к образованию мелких трещин, что
От 450 ₽