
Еще скидки на Электроды Для Сварки
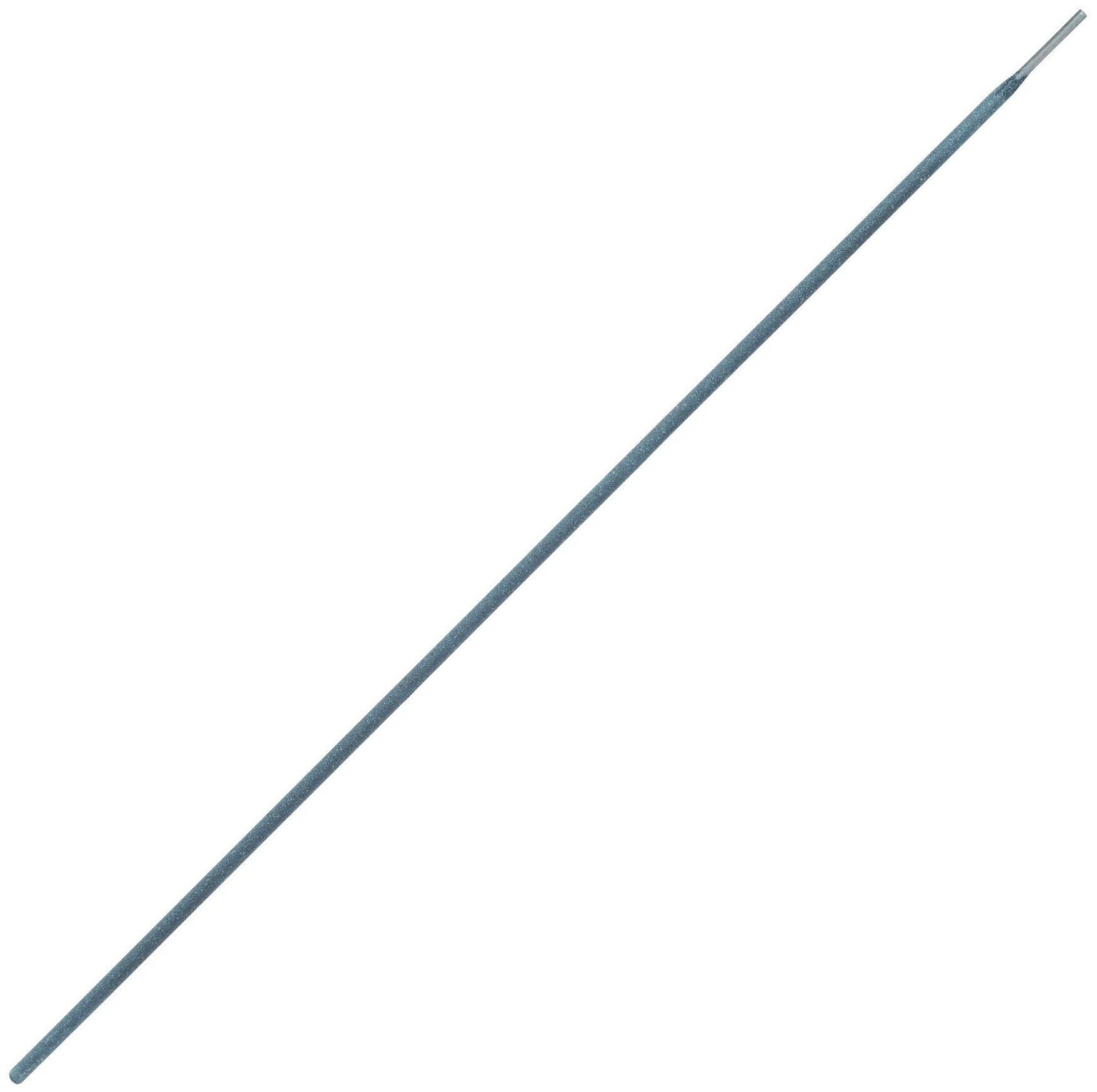
AG E-46 PREMIUM, это рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Электрод AG E-46 PREMIUM обладает следующими преимуществами: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва.
От 2 190 ₽
Электроды Denzel DER-3 97511 диаметром 3 мм, с рутиловым покрытием, 5 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 140 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже, мастерской или на даче. Преимущества Решение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 1 650 ₽

Набор состоит из пяти вольфрамовых электродов диаметрами: 1,0; 1,6; 2,0; 2,4; 3,0 мм. Вольфрамовые неплавящиеся электроды WZ-8 (белого цвета) для аргонодуговой сварки. Сварочный процесс производится переменным током AC. Вольфрамовые электроды WZ-8 используются для сварки сплавов магния и алюминия. Часто применяются в ВПК. Допустимая токовая нагрузка на электрод WZ-8 выше, чем на ториевые, цериевые и лантанированные электроды. Цвет электродов : белый Маркировка : WZ-8 Диаметры электродов, мм.
От 850 ₽
-Электрод WL-15 предназначен для сварки методом TIG в среде инертных газов. -Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. -Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 678 ₽

Уонии 13/45 - это электроды производства компании ESAB, которые предназначены для сварки особо ответственных изделий из конструкционных низкоуглеродистых и низколегированных сталей с пределом прочности до 470 МПа (К38-К48) и арматурных сталей класса А240 во всех пространственных положениях, кроме вертикали на спуск, когда к сварному шву предъявляются высокие требования по пластичности и ударной вязкости.
От 1 520 ₽

Электроды СпецЭлектрод МР-3С рутил-целлюлозные для сварки углеродистых и низколегированных сталей, диаметр 4.0мм, упаковка 1.0кг, предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Электроды обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности.
От 356 ₽

Электроды покрытые металлические марки SELLER GM CAST-1 d 4.0*350 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях
От 1 097 ₽

Стандарт РЦ — универсальный электрод с рутил-целлюлозным покрытием для широкого применения в промышленности и быту. Электроды Стандарт РЦ сделаны по улучшенной рецептуре, которая позволяет обеспечивать хорошие сварочно-технологические свойства при сварке от малогабаритных бытовых трансформаторов. Рутил-целлюлозные электроды отличаются легким зажиганием дуги, мелкочешуйчатым формированием металла шва, легким или самопроизвольным отделением шлаковой корки. Диаметр: 4 мм. Коэффициент наплавки: 8.5-9.5 г/А-ч.
От 1 058 ₽

Электроды ОЗС-12 сзсм предназначены для сварки методом MMA углеродистых сталей с содержанием углерода до 0.25%25, когда к формированию швов предъявляют повышенные требования. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности и переменным током. Наплавленный металл образует ровный и высококачественный шов.
От 913 ₽
Электроды сварочные ультра d=3,0 (1кг) МЭЗ предназначены для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, во всех пространственных положениях. Отличается от аналогичных электродов рутилового покрытия значительно высокими сварочно-технологическими свойствами, такими как легкое начальное и повторное зажигание, мягкое и стабильное горение дуги, минимальное разбрызгивание металла, высокое проплавление основного металла
От 480 ₽

Серия: FoxWeld Цвет электрода : белый Маркировка : WZ-8 Диаметр электрода, мм. : 2,4 Длина электродов, мм : 175 Добавки : 0,7-0,9% ZrO2 (оксид циркония) Содержание Вольфрама в электродах, не менее : 99,1% Вид тока сварки : AC (переменный)
От 215 ₽

Универсальные вольфрамовые электроды WL-20 -175, сварка всех типов сталей и сплавов на переменном (AC) и постоянном токе (DC). Электроды из сплава вольфрама с оксидом лантана WL-20 имеют очень легкий первоначальный поджиг дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 2,0% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто
От 769 ₽

Рутил-целлюлозные электроды МР-3С предназначены для сварки ручной дуговой сваркой низколегированных и среднеуглеродистых сталей. Тип электродов МР-3С подходит для работы на ответственных и нагруженных металлоконструкциях. Покрытие у электрода МР-3С — рутил-целлюлозное. На металлический сердечник в порошкообразном виде нанесен рутиловый концентрат добываемого элемента, основную массу которого составляет диоксид титана (TiO2).
От 779 ₽

OK 61.85 - Тип покрытия – основное. Электрод рекомендуется для сварки неповоротных стыков трубопроводов, а также других особо ответственных изделий из коррозионностойких хромоникелевых сталей марок 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, AISI 321, 347 и им подобных, эксплуатирующихся при температурах до 400°С, когда к металлу шва предъявляются жесткие требования по стойкости к межкристаллитной коррозии. Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет 3,5…7% (FN 6-12).
От 500 ₽
Электроды Patriot МР-3С D2.5мм L350мм 1050гр (605012000) Параметры: Электроды марки МР-3 – основная марка электродов при сваривании трубопроводов, строительных и других конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – сваривание проката и деталей из среднеуглеродистых сталей. Бренд: PATRIOT PartNumber/Артикул Производителя: 605012000 Модель: МР-3С Тип: Электроды Диаметр электрода: 2.5 Длина электрода: 350 Назначение электрода: Универсальные Покрытие
От 574 ₽

Электроды марки МР-3 – основная марка электродов при сваривании трубопроводов, строительных и других конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – сваривание проката и деталей из среднеуглеродистых сталей. Электроды имеют улучшенное зажигание дуги. Одним из основных достоинств является способность накладывать шов по ржавчине и соединять сырые детали.
От 539 ₽

Рутил-целлюлозные электроды ОК-46 диаметром 3 мм и длиной 350 мм применяются для сварки углеродистых сталей с временным сопротивлением разрыву до 50 кгс/мм2 на переменном и постоянном токе любой полярности во всех пространственных положениях. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла.
От 679 ₽

Основные характеристики электродов INEKTA YD-4345: Назначение - краткосрочная и длительная регистрация ЭКГ покоя, мониторинг ЭКГ. Тип коннектора - кнопка. Покрытие коннектора - Ag/AgCl Основа - вспененный полиэтилен. Диаметр основы - 43х45 мм. Токопроводящая среда - твердый гидрогель. Количество электродов в упаковке - 50 шт. Количество электродов в транспортной упаковке - 2000 шт. Габариты транспортной упаковки - 50х26х23 см. Вес транспортной упаковки - 3.5 кг. Срок годности - 3 года.
От 450 ₽
Преимущества: - Улучшенный состав покрытия, поэтому малая токсичность и концентрация газовых выделений при сварке; - Повышенные сварочно-технологические характеристики; - Малое разбрызгивание; - Устойчивое горение сварочной дуги даже на малых токах; - Уменьшение задымленности при сварке.
От 359 ₽
Электроды покрытые металлические марки SELLER GM CAST-1 d 4.0*350 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях
От 399 ₽
Электроды УОНИ 13/65 - электроды с основным покрытием, производятся согласно требованиям ГОСТ 9466-75 [/upload/medialibrary/gost9466-75. pdf] и ГОСТ 9467-75 [/upload/medialibrary/9467-75. pdf] и предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 590 МПа, в том числе конструкций, работающих при пониженных температурах. Сварка во всех пространственных положениях на постоянном токе обратной полярности.
От 3 000 ₽

Основное назначение. Электроды с рутилово-основным покрытием, предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа. Сварка во всех пространственных положениях на переменном токе и постоянном токе обратной полярности.
От 413 ₽

Производство: Франция-Китай Электроды для споттера RedHotDot в виде трехлучевой звезды идут в наборе по 20 шт. Наконечник RedHotDot SR00001 применяется с аппаратами точечной сварки и чаще всего используется в автосервисах. Предназначен для выпрямления неровной металлической поверхности, к которой нет доступа с обратной стороны. Оснастка пристреливается точечной сваркой к месту, которое нужно выгнуть на себя, к ней крепится обратный молоток (приобретается отдельно), которым выправляется неровность.
От 1 136 ₽
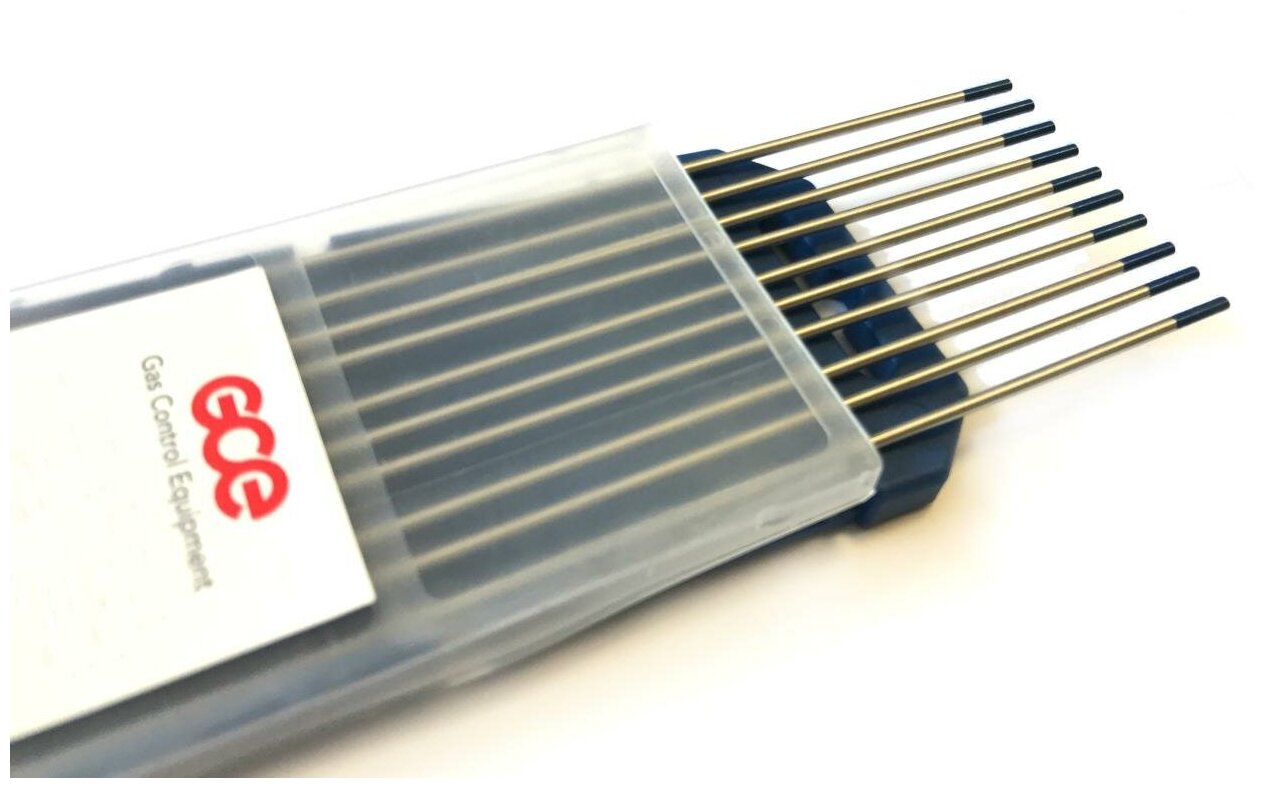
Электроды вольфрамовые GCE WY-20 1,0 мм х 175 мм (10шт.) (WY-20 Темносиний, 1,0х175 мм, легирующие элементы: 1,8-2,2% YtO2 (оксид иттрия)). Артикул 400P110175. Пенал - 10шт. Предназначены для сваривания при постоянном токе таких материалов, как низколегированная, углеродистая и нержавеющая сталь, молибден, тантал, ниобий, чугун, кремниевая бронза, а еще медь, титан и всевозможные сплавы этих материалов.
От 528 ₽