
Еще скидки на Электроды Для Сварки

АНО-21 - универсальный электрод широкого применения, предназначен для сварки неответственных металлоконструкций из конструкционных нелегированных и низколегированных сталей с пределом прочности до 540 МПа. Сварка ведется во всех пространственных положениях, включая сварку на спуск. Высокие сварочные характеристики при сварке корневого прохода и сварки в разделку. Сварка на постоянном и на переменном токе.
От 3 403 ₽
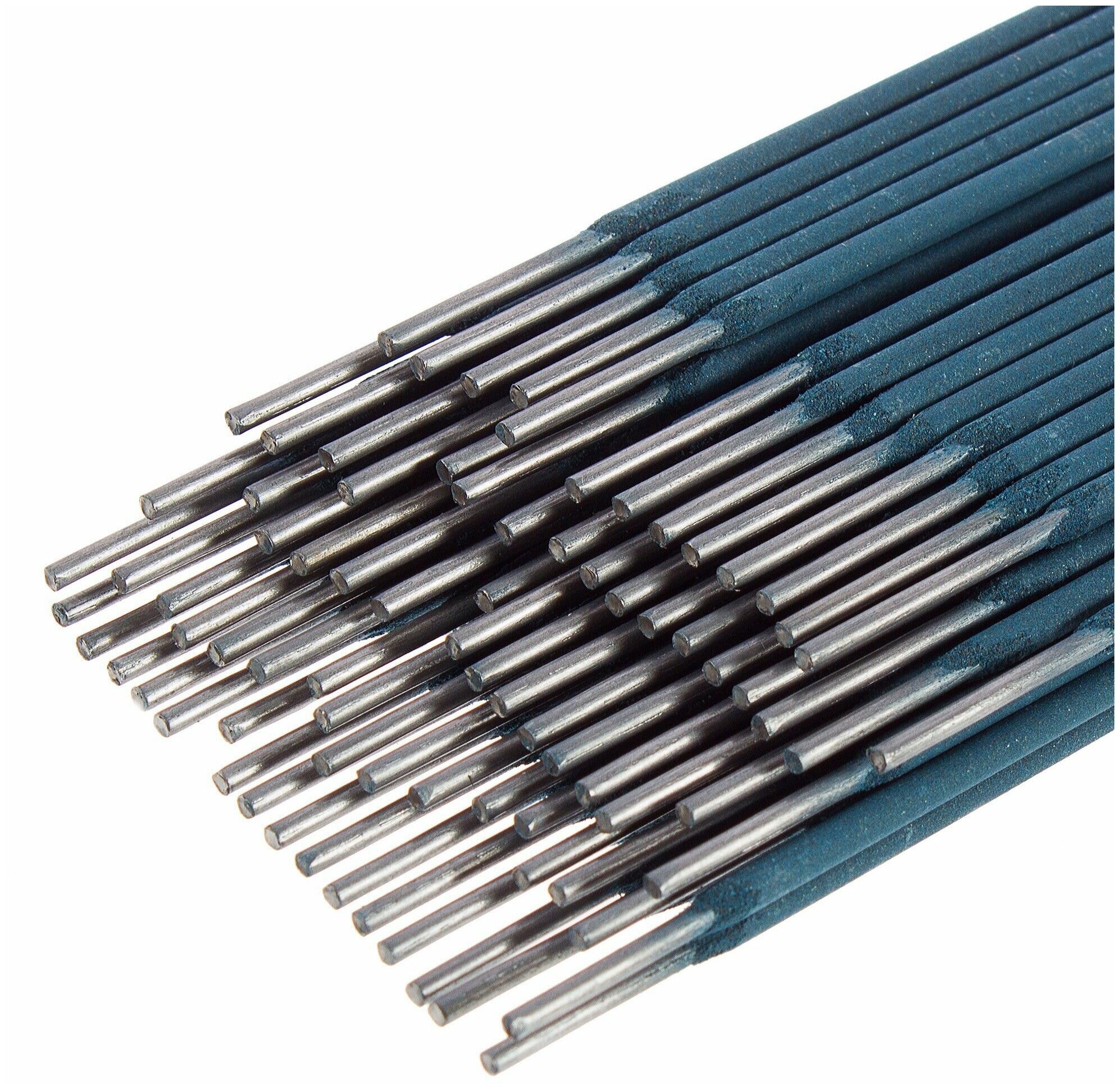
Страна производства: Беларусь Тип продукта: Электрод сварочный Свариваемые материалы: Сталь Тип покрытия: Рутиловый Диаметр (мм): 2 Длина (мм): 350 Вес (г): 1000 Электроды сталь МР-3С 2 мм 1 кг, цвет синий **Электроды** предназначены для соединения низкоуглеродистых и рядовых сталей ручной дуговой сваркой постоянным или переменным током. Представляют собой металлические стержни длиной 350 мм и диаметром 2 мм. Рутиловое покрытие обеспечивает стабильное горение дуги независимо от типа тока.
От 965 ₽
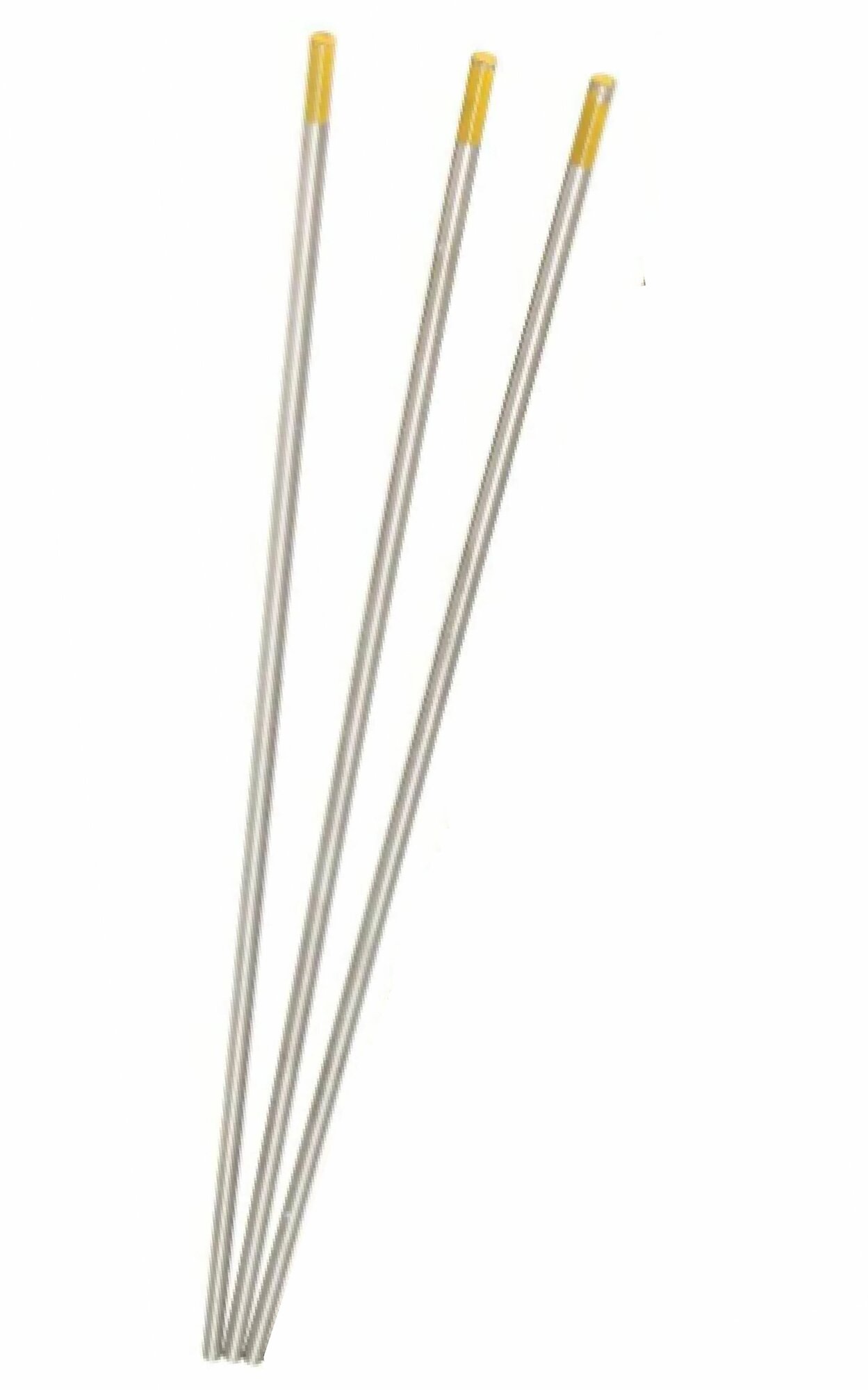
Электрод вольфрамовый WL-15 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 355 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – КП, ПС, СП и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки – 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг.
От 1 240 ₽

Электроды марки УЭЗ-46 Уральского электродного завода предназначены для ручной дуговой сварки конструкций из углеродистых сталей, когда к формированию шва в различных пространственных положениях предъявляются повышенные требования. Сварка во всех пространственных положениях постоянным током любой полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Допустимое содержание влаги в покрытии перед использованием не более 2,0%.
От 319 ₽


Род тока постоянный обратной полярности, переменный Длина дуги средняя, короткая Для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей, с временным сопротивлением разрыву до 500 МПа, когда к формированию швов в различных пространственных положениях предъявляются повышенные требования. сертификаты - НАКС РФ по группам технических устройств: ГДО, ГО, ко, МО, нгдо, отог, охнвп, ПТО, СК - Санитарно-эпидемиологической экспертизы продукции.
От 560 ₽
Электрод МР-3 Ресанта 71/6/22 предназначен для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых сталей. Сварка проводится во всех пространственных положениях постоянным током прямой или обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Параметры: Расход электродов на 1 кг наплавленного металла — 1.7 кг; Временное сопротивление разрыву — 450 МПа; Относительное удлинение — 18%; Ударная вязкость — 78 Дж/см2; Коэффициент наплавки — 8.5 г
От 521 ₽

Электрод QUATTRO ELEMENTI 770-438 предназначен для сварки методом MMA конструкций из низколегированных и малоуглеродистых сталей. В основе покрытия лежит минерал рутил, рутиловый концентрат, состоящий в основном из двуокиси титана. Применяется в машиностроении и строительстве. Электрод обеспечивает мощное и стабильное горение дуги. Не образует поры в швах при сварке сталей с окалиной и ржавчиной. Оптимален для сварки в любом положении, кроме вертикального сверху вниз.
От 253 ₽

Описание Электроды диаметром 4 мм применяются для ручной дуговой сварки конструкций из углеродистых марок сталей, угловых, стыковых и нахлёстанных швов конструкций из металла толщиной 1-5 мм во всех пространственных положениях. Характеристики: Диаметр: 4 мм; Вес: 2,5 кг; Сварочный ток: переменный (АС) или постоянный обратной полярности (DC+); Преимущества: Стабильное горение дуги в процессе сварки; Хорошее формирование шва в различных пространственных положениях; Самопроизвольное, без дополнительного
От 996 ₽
Для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки на изношенных чугунных деталях под последующую наплавку специальными электродами. Сварка на переменном или постоянном токе, обратная полярность. Рекомендации: Электроды должны прокаливаться при температуре более 150 С в течение часа перед началом сварки. Данный тип электродов не подходит для сварки монолитных конструкций, находящихся под внешним воздействием, нагрузкой и т. д.
От 495 ₽

Электроды PRESTIGE 3мм предназначены для производства сварочных работ в сфере строительства и ремонта. Имеют рутиловое покрытие. Незаменимы для различных прихваток, а так же сварки угловых, стыковых, нахлёстанных соединений. Позволяют выполнять сварку тонкостенных изделий. Подходят как профессионалам при выполнения сложных работ, так и новичкам для бытовых нужд. Производятся с 2008 года на заводе в р. Беларусь, сертифицированы.
От 287 ₽

Основное назначение. Электроды с рутиловым покрытием, предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа. Сварка во всех пространственных положениях на переменном токе и постоянном токе прямой полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов. Производительность (для диаметра 4.0 мм) 7.5 г/(А·ч); 1.2 кг/ч. Расход электродов на 1 кг наплавленного металла 1.7 кг.
От 352 ₽

Серия: FoxWeld Тип электрода : Э46 Диаметр стержня, мм. : 3,0 Покрытие, мм. : 4,4 Диаметр стержня с покрытием, мм. : 7,4 Сопротивление разрыву, Мпа : 490 Предел текучести, Мпа : 380 Относительное удлинение, % : 22 Ударная вязкость, KCU, Дж/см2 : 79 Коэффициент наплавки, г/Ач : 8,5-9,2 Свариваемый материал : углеродистые и низколегированные стали Материал покрытия : рутил-целлюлозное Напряжение холостого хода, В. : 60-80 Коэффициент разбрызгивания металла при сварке, % : 9-13 Вес одного электрода, гр.
От 1 294 ₽
Рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Характеристики: Диаметр: 3.2 мм. Длина: 350 мм. Вес: 1 кг. Преимущества: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва.
От 688 ₽

Электроды АНО-21 улучшенной рецептуры для сварки рядовых и ответственных конструкций из углеродистых и низколегированных сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
От 344 ₽

Электроды OLIVER ОЗЛ-6 предназначены для сварки изделий из коррозионностойких и жаростойких сталей, например, подобных 20Х25Н20С2 с температурой эксплуатации до 1000˚С, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии. Сварка нержавеющих сталей аустенитного класса с углеродистыми сталями. Наплавка буферного слоя на углеродистую сталь перед применением электродов, например, E308-16. Сварка во всех пространственных положениях, кроме вертикального «сверху вниз».
От 3 927 ₽
-Электрод WL-15 предназначен для сварки методом TIG в среде инертных газов. -Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. -Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 678 ₽
Электрод вольфрамовый WL-15 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 615 ₽
Изделие: Электроды; Габариты, мм: 460х40х45; Вес, кг: 1; Объем товара, м3: 0.000828; Покрытие: рутилово-целлюлозное; Страна производства: Россия; Тип сварки: MMA; Длина, мм: 450; Напряжение холостого хода, В: 50±5; Свариваемый материал: углеродистая сталь (содержание углерода до 0,25%); Марка электрода: МР-3; Пространственное положение: любое, кроме вертикального; Тип сварочного тока: постоянный обратной полярности или переменный; Режим прокалки: при 170-200С - 1 час; Коэффициент наплавки, г/Ач: 8,5; Расход
От 279 ₽

Электроды вольфрамовые WL-20 (10 шт; 1x175 мм) BRIMA 0011478 используются для сварки методом TIG в среде инертных газов. Работы могут проходить на постоянном и переменном токе. Электроды предназначены для сварки высоколегированных сталей, алюминия, меди, бронзы. В качестве легирующей добавки используется оксид лантана La2O3, что обеспечивает легкое первоначальное и повторное зажигание, низкую склонность к прожогам, стабильное горение дуги.
От 823 ₽
Вольфрамовые электроды WY-20 (темно-синий) - вольфрамовые электроды с иттрием отличаются наиболее высокой стойкостью к плавлению и обеспечивает стабильное горение дуги. Оптимально подходит для сварки ответственных изделий из низколегированной, нержавеющей и углеродистой стали, меди, титана на постоянном токе.
От 371 ₽


Электроды сварочные предназначенные для ручной дуговой сварки конструкций из углеродистых сталей Сварка во всех пространственных положениях на постоянном токе любой полярности и переменном токе Род тока: переменный или постоянный Диаметр электрода: 4 мм Длина: 450 мм Режим тока (нижнее): 180-240 А Режим тока (прочее): 140-180 А Напряжение дуги: 22-25 В Масса: 1 кг Режим повторной прокалки при 150-180 С в течение 40-60 мин Допустимое содержание влаги в покрытии перед употреблением 1,5
От 467 ₽