
Скидка 27% на Электроды Hyundai Welding S-6013/Ok-46 3,2Мм 5Кг/Уп
Цена: 1465 ₽Еще скидки на Электроды Для Сварки

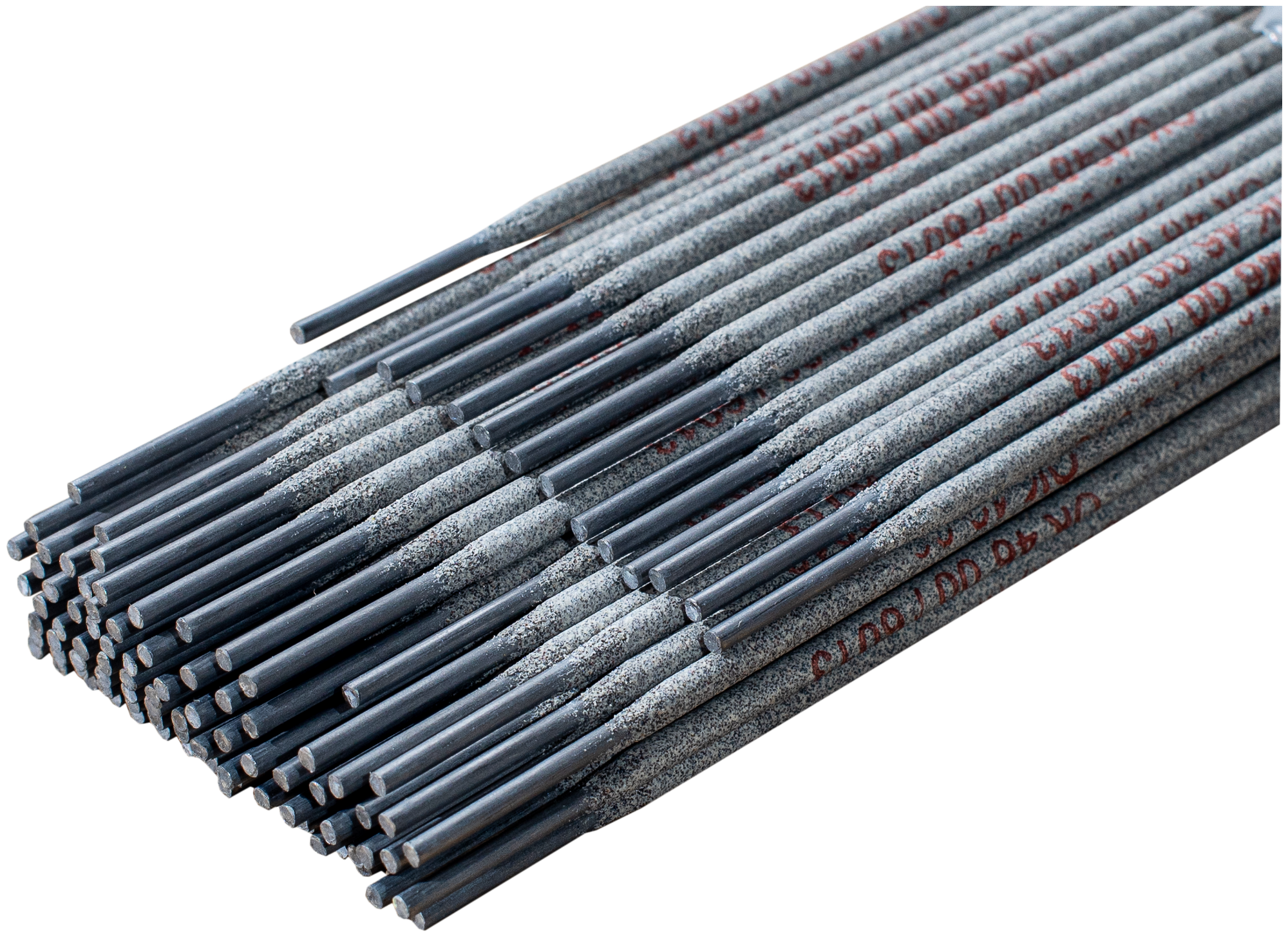
Электрод S-6013. LF изготовлен по AWS A5.1 / ASME SFA5.1 E6013 (JIS Z3211 E4313, EN ISO 2560-A - E38 0 R 1 2) и соответствует ГОСТ 9467-75 (тип Э46). Имеет свидетельство НАКС. Аналог ОК 46,00 Эсаб, АНО-21, МР-23 S-6013. LF - универсальный электрод (покрытый электрод рутилового типа), обеспечивающий высокие показатели сварного шва. Используется для сварки углеродистых конструкционных сталей и ремонтной наплавки массивных стальных конструкций.
От 1 300 ₽
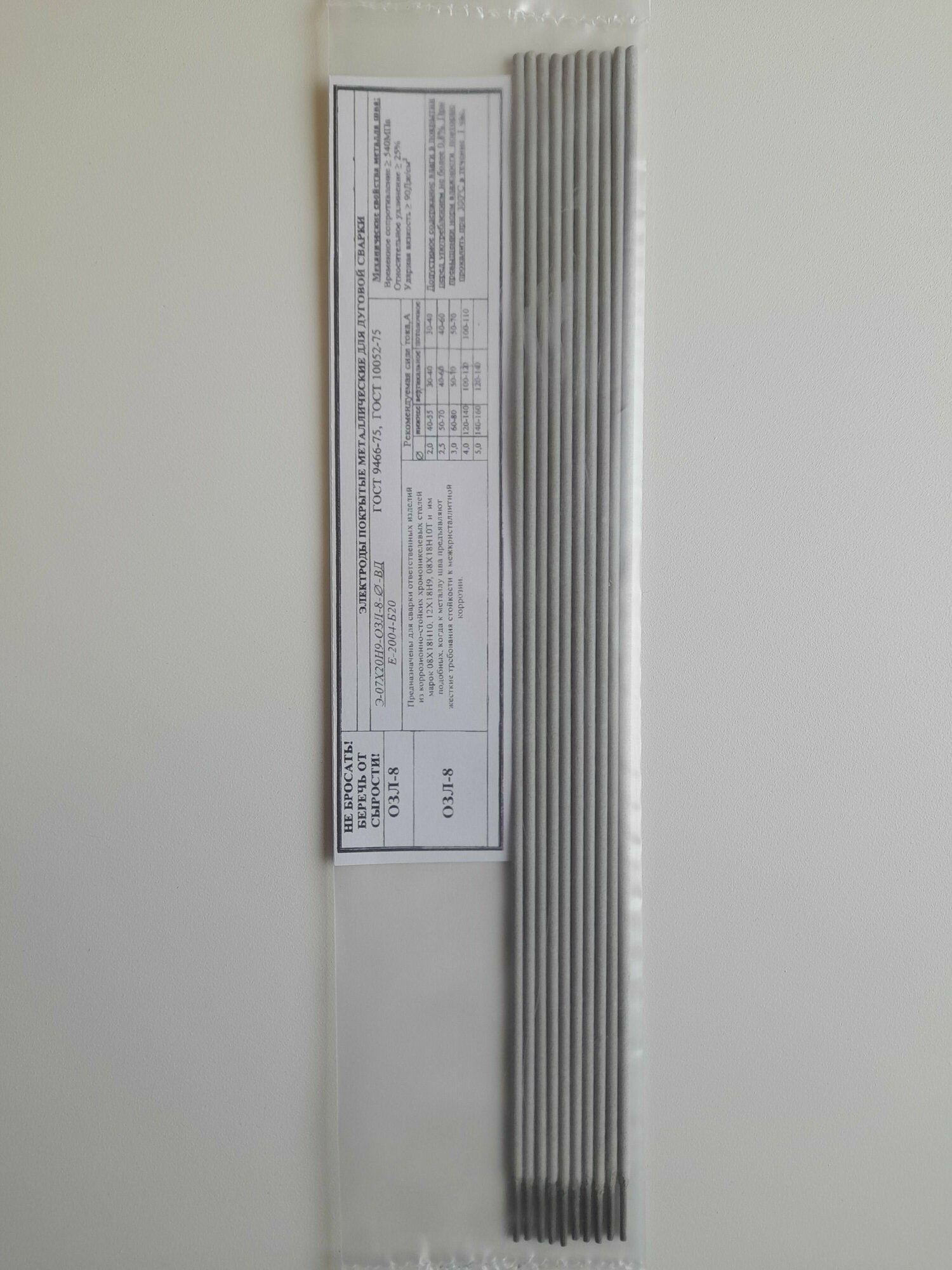
Электроды ОЗЛ-8 предназначены для сварки изделий из коррозионно-стойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии. Сварка во всех пространственных положениях шва постоянным током обратной полярности.
От 330 ₽

Электроды сварочные WESTER 990-095 АНО-21, 3.0 мм, 1 кгЭлектроды сварочные WESTER 990-095 АНО-21, 3.0 мм, 1 кгДля сварки рядовых и ответственных конструкций изуглеродистых сталей с временным сопротивлением до 50 кгс/мм2 на переменном или постоянном токе любойполярности во всех пространственных положениях.Допустимое содержание влаги в покрытии - 0,5% Перед использованием прокалить 130°-150°С, 40 минут Коэффициент наплавки 7,0-8,0 г/А час Расход электродов на 1 кг наплавленного металла -1,65 кгЭлектроды
От 398 ₽

Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке во всех пространственных положениях. Коэффициент наплавки: 7.08 г/А-ч. Коэффициент разбрызгивания: 24%. Выход металла: 63-68%. Расход электродов на 1 кг наплавленного металла: 1.65 кг.
От 490 ₽

Электроды сварочные предназначенные для ручной дуговой сварки конструкций из углеродистых сталей Сварка во всех пространственных положениях на постоянном токе любой полярности и переменном токе Род тока: переменный или постоянный Диаметр электрода: 4 мм Длина: 450 мм Режим тока (нижнее): 180-240 А Режим тока (прочее): 140-180 А Напряжение дуги: 22-25 В Масса: 1 кг Режим повторной прокалки при 150-180 С в течение 40-60 мин Допустимое содержание влаги в покрытии перед употреблением 1,5
От 467 ₽

Основное назначение сварочных электродов. Электроды марки АНО-21 тип Э46 по ГОСТ 9467-75 предназначены для сварки конструкций из углеродистых сталей по ГОСТ 380-88 /Ст0, Ст1, Ст2, Ст3 всех степеней раскисления – и ГОСТ 1050-88 /05кп, 08кп, 08пс, 10кп, 10, 10пс, 15кп, 15пс, 15, 20пс, 20кп/. Сварочными электродами АНО-21 2, 2,5 и 3мм возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 15 мм, во всех пространственных положениях.
От 518 ₽

Электроды TIGARBО ГОСТ-рц - это популярные и качественные сварочные электроды отечественного производства, которые сочетают в себе идеальное соотношение цены и качества. Они прекрасно справляются с угловыми, нахлесточными и стыковыми соединениями во всех пространственных положениях. Ими можно сваривать металл толщиной от 1 до 5 мм. Электрод выполнен из металлического стержня, который покрыт рутил-целлюлозной обмазкой. Защитное покрытие одновременно выполняет стабилизирующую и антимагнитную функцию.
От 440 ₽

Электроды для сварки по чугуну d 3,0 ОЗЧ-2 (5шт) профессионал - это высококачественный инструмент для профессионалов и любителей сварки. Электроды предназначены для сварки чугуна, что делает их незаменимым инструментом для работы с этим сложным и неподатливым материалом. Диаметр электрода составляет 3.0 мм, что обеспечивает отличное качество сварки и стабильность процесса. Длина электрода составляет 35.0 мм, что позволяет работать с различными видами сварки, включая AC/DC.
От 528 ₽

Сварочными электродами АНО-21 возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 1÷5мм, во всех пространственных положениях. Возможно использование электродов для сварки корневого шва металла большей толщины. Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла
От 584 ₽

Электроды для сварки Гарант обладают превосходными характеристиками в технологии сварки: простота в использовании; стабильность и мягкость горения дуги; легкий поджиг — первоначальный и повторяющийся; равномерная плавкость покрытия; небольшой расход металла от распыления; легкость в отделении корки из шлака, прекрасная сформированность шва; маленькая чувствительность к подготовке граней изделий, которые будут сваривать; способность сваривания деталей на постоянном и переменных токах.
От 620 ₽

Рутил-целлюлозные электроды МР-3С предназначены для сварки ручной дуговой сваркой низколегированных и среднеуглеродистых сталей. Тип электродов МР-3С подходит для работы на ответственных и нагруженных металлоконструкциях. Покрытие у электрода МР-3С — рутил-целлюлозное. На металлический сердечник в порошкообразном виде нанесен рутиловый концентрат добываемого элемента, основную массу которого составляет диоксид титана (TiO2).
От 779 ₽
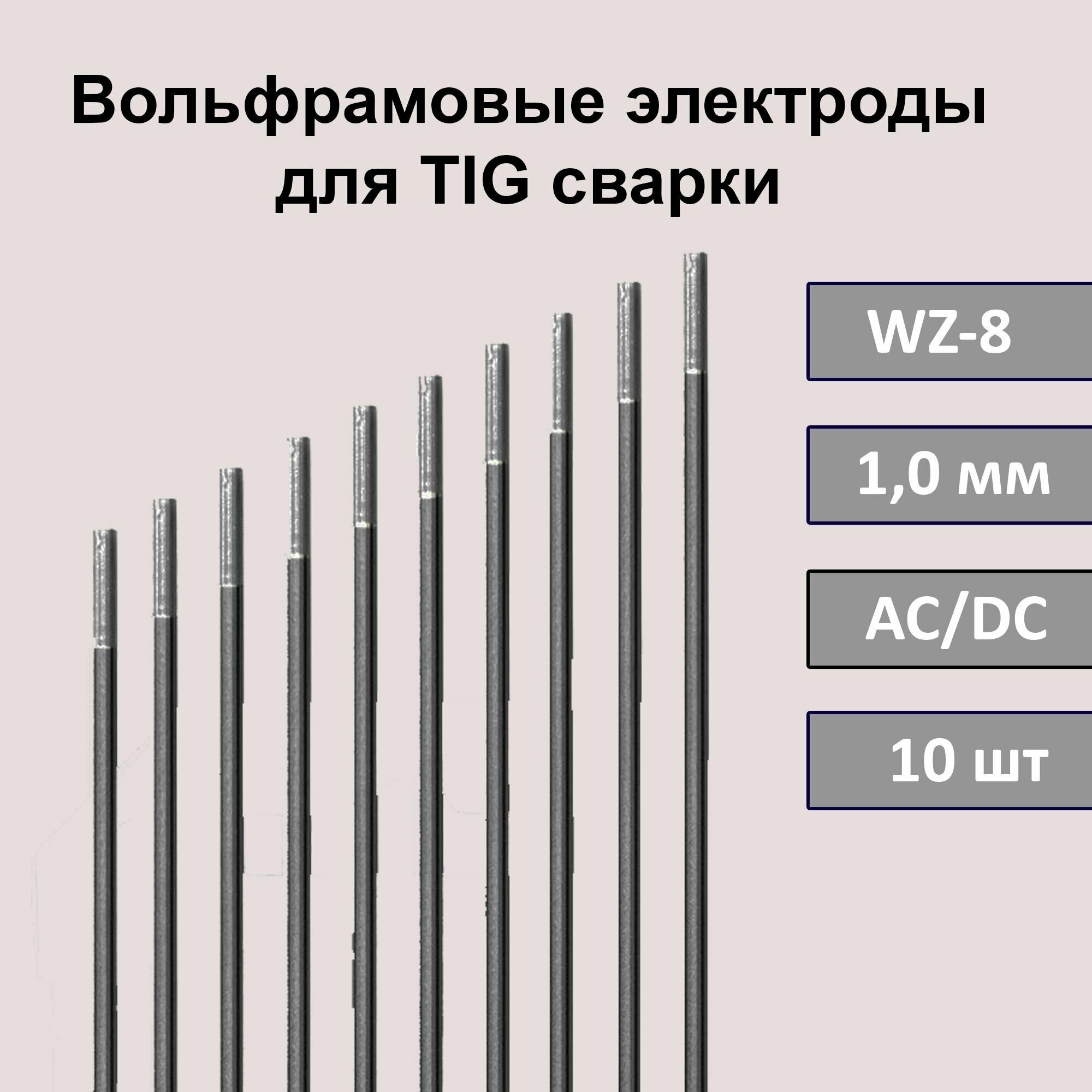
Вольфрамовый электрод WZ-8 - это электрод с примесью 0,8% оксида циркония. Отличительный цвет: белый. Предназначен для аргонодуговой сварки алюминия, бронзы, никеля, магния, титана и их сплавов на переменном токе в среде инертных газов. Благодаря цирконию электрод обеспечивает более устойчивую работу на высоких сварочных токах, отличную зажигаемость дуги и длительное время службы в отличие от электродов, выполненных из чистого вольфрама.
От 750 ₽

Электрод образует наплавление с низкой вероятностью образования трещин и высокими прочностными характеристиками даже на сталях с содержанием углерода до 0,4% Эффективность 120% Высокие сварочно-технологические характеристики даже при сварке в сложных пространственных положениях Высокая ударная вязкость при низкой температуре до -40°C Пригоден для наплавки промежуточных слоев на сталь с высоким содержанием углерода Типичное применение: Сварка общего назначения Пространственные положения Во всех
От 1 400 ₽

Электрод СЕТ МР-3 ПК, диаметр 2.5 мм предназначен для ручной дуговой сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 50 кгс/мм2, для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
От 1 139 ₽

Сварочный электрод ESR 11 пригоден для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Прост в применении для сварки в любой позиции, включая сварку сверху вниз. Обеспечивает превосходное заполнение зазоров. Хорошая заполняющая способность.
От 430 ₽
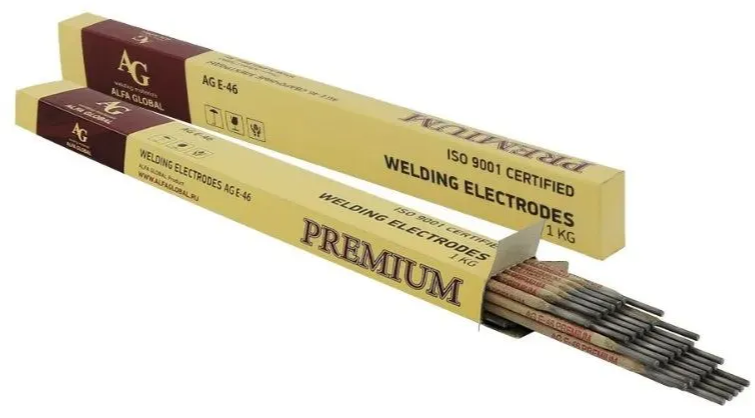
AG E-46 Premium - это рутиловый высококачественный электрод, обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки конструкций из углеродистой и низколегированной стали. AG E-46 Premium - используется для сварки крупных металлических тяжело нагруженных конструкций и технологического оборудования, для сварки трубопроводов, а так же в судостроении и строительной промышленности.
От 460 ₽

Электроды для ЭКГ однораз. D 50 пена, ж. гель, универс, Skintact FS-50,30шт/уп вес брутто: . вес нетто товара: . Основа: синтетическая сетка. Функциональное назначение: универсальные. Штук в упаковке: 30. Возрастное назначение: взрослые. Рентгенопрозрачный (предназначен для МРТ): Нет. Тип геля: жидкий. Вид электрода: одноразовый. Размер электрода, мм: 50 ММ. РУ на медицинское изделие: да. Электрод одноразовый Skintact FS-50 диаметр 50 мм.
От 772 ₽

Электроды Denzel DER-3 97512 диаметром 4 мм, с рутиловым покрытием, 1 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 160 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже, мастерской или на даче. Преимущества Решение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 500 ₽

Серия: FoxWeld Цвет электрода : синий (голубой) Маркировка : WL-20 Диаметр электрода : 4,0 мм. Длина электрода : 175 мм. Добавки : 1,8-2,2% La2O3 (оксид лантана) Содержание Вольфрама в электроде, не менее : 97,3% Вид тока сварки : AC (переменный) и DC (постоянный)
От 620 ₽
Электроды ESAB OK 46.00 2.0х300 мм 1.0 кг предназначены для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Обладают великолепными сварочно-технологическими характеристиками. Идеально подходят для сварки короткими швами, прихваток и сварки с периодическими обрывами дуги.
От 996 ₽

Вольфрамовый электрод WT-20 - это электрод с примесью 2% оксида тория. Отличительный цвет: красный. Предназначен для аргонодуговой сварки низколегированных сталей, меди, ниобия, молибдена, тантала, титана, никеля и бронзы в среде инертных газов. Торированный электрод хорошо работает при сварке на постоянном токе и с улучшенными источниками тока. При этом, в зависимости от поставленной задачи, можно менять угол заточки электрода.
От 700 ₽
Электроды ОК 46.00 ф 3,0х350 мм (3 кг) Goodel предназначены для сварки ответственных конструкций из низкоуглеродистых сталей с временным сопротивлением разрыву до 490 МПа. Применяются для прихваток, коротких и корневых швов, при заварке широких зазоров, а также сварки судовых сталей и оцинкованных листов (гальваническое покрытие). Также электроды этой марки широко используются для сварки конструкционных и углеродистых сталей при ремонте и монтаже инженерных сетей, в том числе газопроводов и водопроводных
От 1 194 ₽

Описание Универсальный электрод общего назначения для сварки углеродистых и низколегированных сталей. Отличается высокой вязкостью металла шва, высокой скоростью сварки на вертикальной плоскости. Рекомендуется для сварки тяжело нагруженных конструкций из указанных сталей и судовых сталей, гальванопокрытых листов. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
От 590 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – КП, ПС, СП и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки – 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг.
От 825 ₽