
Скидка 35% на Askaynak Электрод Для Сварки Д 25 B-248x4569 X4569
Цена: 1870 ₽Еще скидки на Электроды Для Сварки
Электрод Монолит РЦ(Е46) d3.0 (2.5кг) - это универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей. Коэффициент наплавки 8,5 - 9,5 г/А. ч. Расход электродов на 1 кг наплавленного металла 1,75 кг.
От 2 138 ₽

Серия: FoxWeld Цвет электрода : синий (голубой) Маркировка : WL-20 Диаметр электрода : 4,0 мм. Длина электрода : 175 мм. Добавки : 1,8-2,2% La2O3 (оксид лантана) Содержание Вольфрама в электроде, не менее : 97,3% Вид тока сварки : AC (переменный) и DC (постоянный)
От 620 ₽
Электрод Askaynak AS B 248 предназначен для сварки ответственных конструкций из низкоуглеродистых и низколегированных (типа 09Г2, 09Г2С, 14Г2) сталей, когда к металлу шва предъявляются повышенные требования к пластичности и ударной вязкости. Рекомендован для сварки конструкций, работающих в условиях низких климатических температур.
От 1 870 ₽
Электроды Denzel DER-3 97511 диаметром 3 мм, с рутиловым покрытием, 5 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 140 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже, мастерской или на даче. Преимущества Решение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 1 650 ₽
Электроды МР-3С сзсм 7350023 предназначены для сварки методом MMA углеродистых сталей с содержанием углерода до 0.25%, когда к формированию швов предъявляют повышенные требования. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Наплавленный металл образует ровный и высококачественный шов.
От 918 ₽


Электроды MTX MP-3 97530 диаметром 3 мм, с ильменитовым покрытием, 1 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 120 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже или мастерской. ПреимуществаРешение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 440 ₽

Тип покрытия – рутиловое. Свариваемые стали: 03Х18Н11, 06Х18Н11, 08Х18Н12Б. 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т. п. Стабилизированный ниобием электрод. Как правило применяется для изделий, работающих при высоких температу- рах. Обеспечивает стойкость металла шва против межкристаллитной коррозии.
От 500 ₽

Электрод МР-3 МЭЗ Ц0031929 предназначен для ручной дуговой сварки ответственных конструкций из углеродистых сталей с содержание углерода до 0.25% и временным сопротивлением разрыву до 490 Н/мм2. Сварка проводится во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током. Длина дуги – средняя, короткая.
От 395 ₽


Вольфрамовые электроды EWC WL-20 предназначены для сварки всех типов сталей и сплавов на переменном и постоянном токе прямой полярности. Представляют собой пруток сплошного круглого сечения с окрашенным для идентификации кончиком голубого цвета. В отличие от электродов вольфрамовых EWC WL-15, электроды вольфрамовые EWC WL-20 изготавливаются с присадкой 2,0% оксида лантана. Применение оксида лантана способствует увеличению максимального тока.
От 883 ₽

Сварочный электрод ESR 11 пригоден для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Прост в применении для сварки в любой позиции, включая сварку сверху вниз. Обеспечивает превосходное заполнение зазоров. Хорошая заполняющая способность.
От 430 ₽

Сварочные электроды TIGARBO - это продукт, который сочетает в себе высокое качество и надежность. Они изготавливаются из специальных компонентов, которые обеспечивают их высокую производительность и универсальность. Электроды предназначены для сварки стали и других металлических изделий, что делает их идеальным выбором для профессиональных сварщиков и любителей сварки. Отличное решение для ручной сварки металла. Эти рутиловые электроды имеют диаметр от 2 мм до 3 мм.
От 430 ₽

Электроды марки МР-3 – основная марка электродов при сваривании трубопроводов, строительных и других конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – сваривание проката и деталей из среднеуглеродистых сталей. Электроды имеют улучшенное зажигание дуги. Одним из основных достоинств является способность накладывать шов по ржавчине и соединять сырые детали.
От 539 ₽


AG E-46 Premium - это рутиловый высококачественный электрод, обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки конструкций из углеродистой и низколегированной стали. AG E-46 Premium - используется для сварки крупных металлических тяжело нагруженных конструкций и технологического оборудования, для сварки трубопроводов, а так же в судостроении и строительной промышленности.
От 2 290 ₽

Сварочный электрод ESAB OK 46.00 с рутилово-целлюлозным покрытием - уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе.
От 2 002 ₽
Электроды LB 52U - низководородной группы с покрытием основного типа используется для дуговой сварки труб, а морских также конструкций и сооружений типа резервуаров, необходимо которые сваривать только с одной стороны. Сварочные электроды lb 52u позволяют получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый без валик дефектов при сварке с одной стороны соединения.
От 2 790 ₽
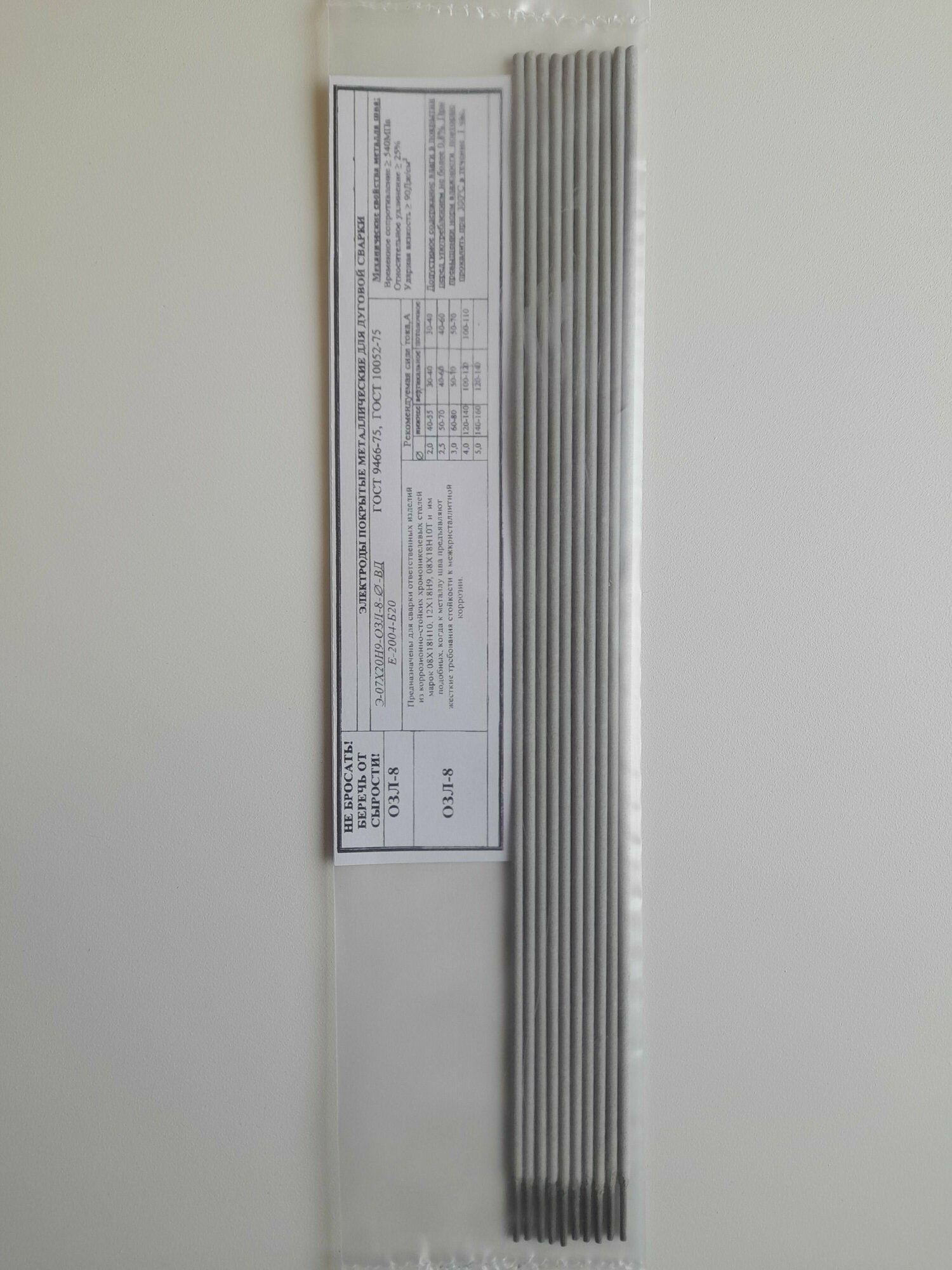
Электроды ОЗЛ-8 предназначены для сварки изделий из коррозионно-стойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии. Сварка во всех пространственных положениях шва постоянным током обратной полярности.
От 330 ₽

Электроды ОЗС-12 сзсм предназначены для сварки методом MMA углеродистых сталей с содержанием углерода до 0.25%25, когда к формированию швов предъявляют повышенные требования. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности и переменным током. Наплавленный металл образует ровный и высококачественный шов.
От 913 ₽

Электроды СЕТ МР-3 ПК, диаметром 3 мм предназначены для ручной дуговой сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 50 кгс/мм2, для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
От 851 ₽

Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности. Устойчивость дуги: высокая. Разбрызгивание: умеренное. Формирование шва: отличное. Отделимость шлаковой корки: хорошая. Коэффициент наплавки: 8.5 г/Ач.
От 1 943 ₽
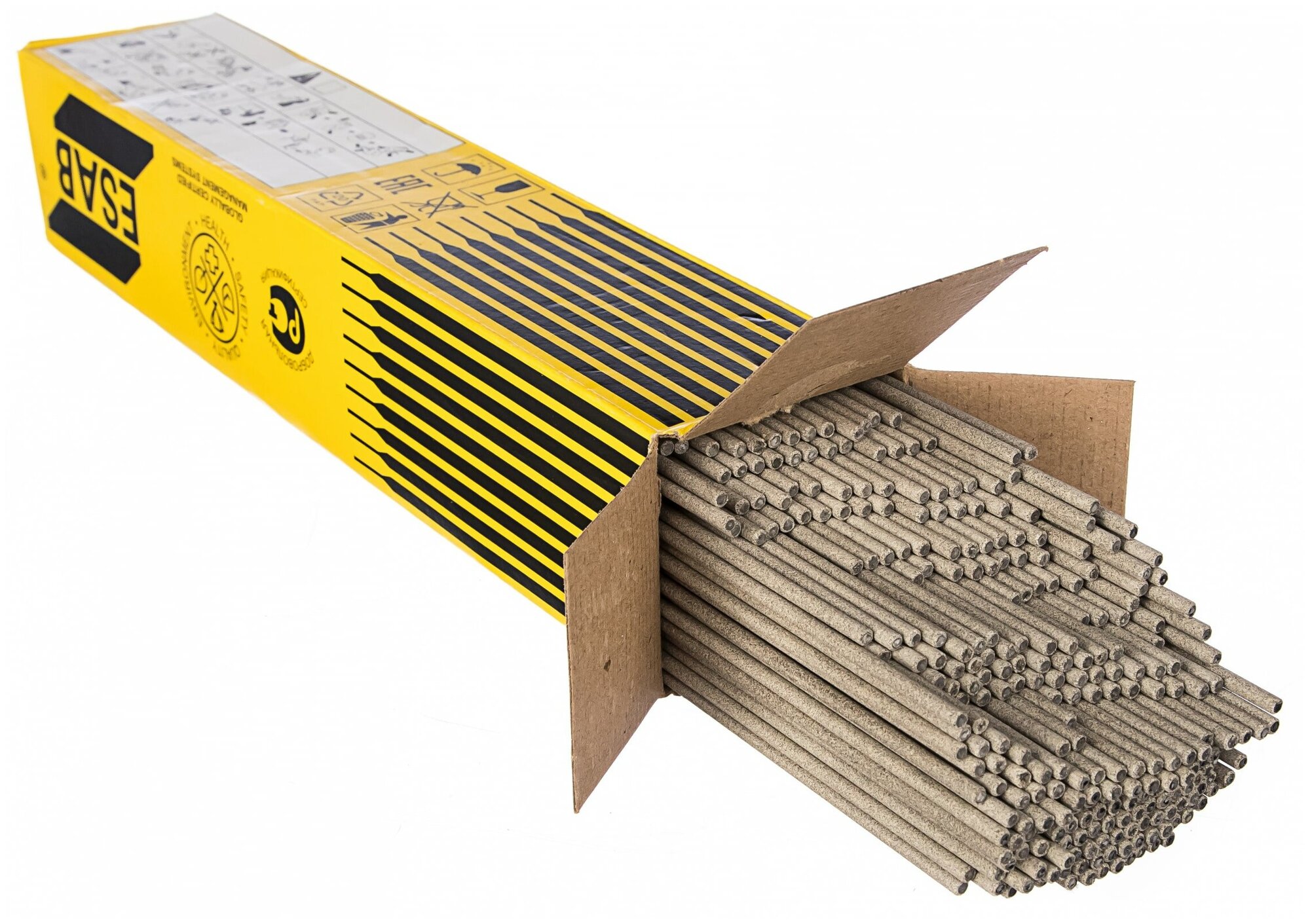
Электроды ESAB ОК-46 используют для ручной дуговой сварки рядовых и ответственных конструкций из низкоуглеродистых марок сталей, постоянным или переменным током. Сварку можно выполнять во всех пространственных положениях не изменяя сварочный ток. Электроды ESAB ОК-46 обладают прекрасными сварочно-технологическими характеристиками, слабо чувствительны к ржавчине, грунтовке, загрязнениям. Шлак отделяется легко, а наплавленный валик формируется гладким, с плавным переходом к основному металлу.
От 3 271 ₽

Электроды для ЭКГ однораз. D 50мм, тверд. гель, CERACARTA, 13628, 40 шт вес брутто: . вес нетто товара: . Основа: пенополиуретан. Функциональное назначение: универсальные. Штук в упаковке: 40. Возрастное назначение: взрослые. Рентгенопрозрачный (предназначен для МРТ): Нет. Тип геля: твердый. Вид электрода: одноразовый. Размер электрода, мм: 50x50 ММ. РУ на медицинское изделие: да. Одноразовый электрод ЭКГ, белый Foam пенополиуретан, размер диаметр 50 мм.
От 552 ₽