
Еще скидки на Электроды Для Сварки


Электроды PRESTIGE 3мм предназначены для производства сварочных работ в сфере строительства и ремонта. Имеют рутиловое покрытие. Незаменимы для различных прихваток, а так же сварки угловых, стыковых, нахлёстанных соединений. Позволяют выполнять сварку тонкостенных изделий. Подходят как профессионалам при выполнения сложных работ, так и новичкам для бытовых нужд. Производятся с 2008 года на заводе в р. Беларусь, сертифицированы.
От 564 ₽

SamGrupp один из лидеров на рынке строительных материалов и инструмента представлен брендом SamTools, предлагает универсальный сварочный рутиловый электрод для углеродистой стали SAMWELD 3,2х350 (1 кг) E7018, который предназначен для ручной дуговой сварки конструкций из углеродистых и низколегированных сталей, в том числе работающих при знакопеременных нагрузках и отрицательных температурах. Сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 300±10°C 1 час.
От 359 ₽
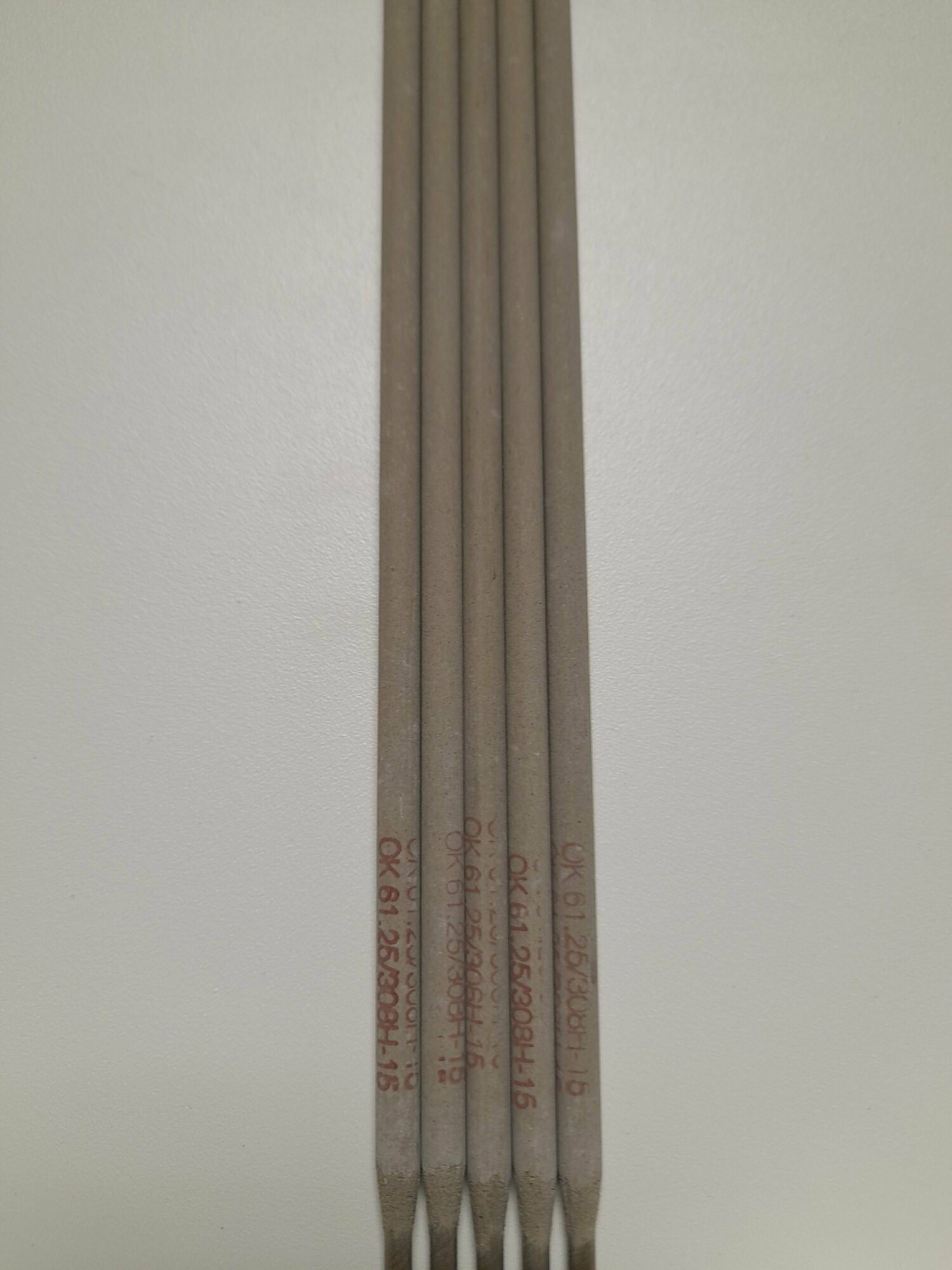
Тип покрытия – основное Электрод предназначен для сварки коррозионностойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, AISI 304, 304H и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии, обеспечивающий нержавеющий наплавленный слой типа AISI 308H. Разработан специально для объектов, эксплуатирующихся при повышенных температурах (до 700°C). Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет 1…3% (FN 2-5).
От 500 ₽

AG E-46 PREMIUM, это рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Электрод AG E-46 PREMIUM обладает следующими преимуществами: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва.
От 1 390 ₽

Сварочные электроды TIGARBO МР-3С ассорти ф2/2,5/3 мм (в упаковке 1 кг) Сварочные электроды предназначены для ручной дуговой сварки простых и ответственных конструкций из углеродистых и низколегированных марок сталей всех групп и степеней раскисления с приделом прочности 460Мпа и толщиной от 3 до 20мм. В одной упаковки электроды сразу 3-х разных диаметров – 2/2,5/3 мм, длинной 300 мм. Удобно работать с металлом разной толщины.
От 565 ₽

Электрод QUATTRO ELEMENTI 770-438 предназначен для сварки методом MMA конструкций из низколегированных и малоуглеродистых сталей. В основе покрытия лежит минерал рутил, рутиловый концентрат, состоящий в основном из двуокиси титана. Применяется в машиностроении и строительстве. Электрод обеспечивает мощное и стабильное горение дуги. Не образует поры в швах при сварке сталей с окалиной и ржавчиной. Оптимален для сварки в любом положении, кроме вертикального сверху вниз.
От 253 ₽


Электрод вольфрамовый WT-20 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Содержит 2% оксида тория. Торий является радиоактивным материалом низкого уровня. Поэтому при регулярной сварке в закрытых помещениях и заточке следует строго соблюдать необходимые меры безопасности. Электрод характеризуется устойчивой дугой.
От 807 ₽

Сварочные электроды TIGARBO - это продукт, который сочетает в себе высокое качество и надежность. Они изготавливаются из специальных компонентов, которые обеспечивают их высокую производительность и универсальность. Электроды предназначены для сварки стали и других металлических изделий, что делает их идеальным выбором для профессиональных сварщиков и любителей сварки. Отличное решение для ручной сварки металла. Эти рутиловые электроды имеют диаметр от 2 мм до 3 мм.
От 1 480 ₽

Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. Вольфрам – самый тугоплавкий металл. Вольфрамовые электроды WL 20 содержит в составе 2% лантана. Благодаря лантану дуга горит стабильно и легко зажигается, прожоги исключены. Также такие электроды можно потушить в середине процесса и затем снова без проблем зажечь. Изнашиваются медленно. Электроды этих марок практически не загрязняют соединение расплавленным вольфрамом, что очень важно.
От 886 ₽

Сварочный электрод ESAB OK 46.00 с рутилово-целлюлозным покрытием - уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе.
От 2 002 ₽

Электрод МР-3 МЭЗ Ц0031929 предназначен для ручной дуговой сварки ответственных конструкций из углеродистых сталей с содержание углерода до 0.25% и временным сопротивлением разрыву до 490 Н/мм2. Сварка проводится во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током. Длина дуги – средняя, короткая.
От 395 ₽
Электроды АНО-21 сзсм предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Необходимое напряжение холостого хода источника тока 70±5В. Сварку производят на короткой длине дуги. Допускается сварка на средней длине дуги. Прокалка перед сваркой: 160±15°C 1 час. Коэффициент наплавки 10 г/Ач. Расход электродов на 1 кг наплавленного металла 1,6 кг.
От 409 ₽

Сварочные электроды TIGARBO - это продукт, который сочетает в себе высокое качество и надежность. Они изготавливаются из специальных компонентов, которые обеспечивают их высокую производительность и универсальность. Электроды предназначены для сварки стали и других металлических изделий, что делает их идеальным выбором для профессиональных сварщиков и любителей сварки. Отличное решение для ручной сварки металла. Эти рутиловые электроды имеют диаметр от 2 мм до 3 мм.
От 430 ₽

Электроды марки ASKAYNAK AS R 143 являются продуктом турецкого производства. Данные электроды характеризуются наличием внешнего рутилового покрытия. Продукция предназначается для сваривания тонкостенных стальных (низкоуглеродистых) конструкций. Процедура сваривания может осуществляться с такими значениями: постоянный (прямой полярности) либо переменный ток (подаваемый от трансформаторов с показателями холостого напряжения более 50 В).
От 1 806 ₽

Электрод сварочный ЗУБР 40011-2.5, предназначен для сварки ответственных конструкций из углеродистых низколегированных сталей. Применяются на ММА сварочных инверторах. Работы переменным и постоянным током любой полярности. Малое искрообразование, а также легкое первичное и повторные зажигания сварочной дуги. Легкое отделение шлаковой корки и минимальное количество вредных выбросов. Допускается сварка влажного, ржавого и плохо очищенного металла.
От 957 ₽

Электроды расфасованы и запаяны в полиэтиленовый пакет по 2 кг. Данная марка электродов для сварки относится к низководородной группе и имеют основной тип покрытия. Используются для соединения трубопроводов, монтажа судов и конструкций из металла, которые предполагают наличие одностороннего сварного шва. После сварки с внутренней стороны шва получается сформированный валик.
От 1 400 ₽

Легкое зажигание и высокая эластичность сварочной дуги, отсутствие особых требований к качеству подготовки кромок свариваемых деталей, возможность сварки во всех пространственных положениях без изменения сварочного тока позволяют вести сварку в сложных положениях даже начинающим и низкоквалифицированным сварщикам. Род тока: ~ = ± особые свойства: просты в применении и отличаются легким начальным и повторным поджигом, мягкое и стабильное горение дуги, малые потери металла от разбрызгивания, равномерное
От 849 ₽
Seller 308L - штучные плавящиеся электроды, используемые для ручной дуговой сварки изделий из нормальной и низкоуглеродистой нержавеющих марок стали. Стержень электрода выполнен из высоколегированной стали, содержание хрома в которой достигает 19%, а никеля 10%. Такой состав обеспечивает устойчивость сварочного шва к образованию трещин и делает невосприимчивым к воздействию коррозии. Кроме того, наплавленный металл обладает высоким порогом текучести - около 610 МПа.
От 1 500 ₽

Электроды марки УЭЗ-46 Уральского электродного завода предназначены для ручной дуговой сварки конструкций из углеродистых сталей, когда к формированию шва в различных пространственных положениях предъявляются повышенные требования. Сварка во всех пространственных положениях постоянным током любой полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Допустимое содержание влаги в покрытии перед использованием не более 2,0%.
От 319 ₽


Электрод ОК 76.96 ESAB СВ000009628 предназначен для сварки методом MMA хромистых сталей типа Х5М, Х9М с высоким сопротивлением ползучести. Сварка ведется во всех пространственных положениях, кроме вертикали на спуск. Работы следует проводить на постоянном токе. Электрод отличается низким содержанием водорода, спокойным стабильным горением дуги с минимальным разбрызгиванием. Применяется в нефтеперерабатывающей промышленности при сварке деталей, работающих при высоких температурах и давлении.
От 1 800 ₽

Вольфрамовые электроды ESAB WL15 с 1,5% лантана имеют наилучшие свойства из всех вольфрамовых электродов. Они подходят как для постоянного, так и для переменного тока сварки на высоких и малых токах. Это самый “универсальный” электрод, который имеет такую же стабильность дуги, как и у WT электродов и такие же превосходные свойства поджига, как у WC электродов. Он оптимально сочетает в себе зажигаемость и стабильность дуги с экологической безопасностью. Обозначается золотистым цветом.
От 1 990 ₽