
Еще скидки на Электроды Для Сварки

Электрод с содержанием оксида церия CeO2 (массовое содержание от 1,8 до 2,2 %). Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Обладают быстрым поджигом дуги дуга устойчива даже на минимальных токах. Вольфрамовые электроды этой марки рекомендуется использовать в коротких сварочных циклах при малых значениях тока. Применяются для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
От 458 ₽
Вольфрамовые электроды WY-20 (темно-синий) - вольфрамовые электроды с иттрием отличаются наиболее высокой стойкостью к плавлению и обеспечивает стабильное горение дуги. Оптимально подходит для сварки ответственных изделий из низколегированной, нержавеющей и углеродистой стали, меди, титана на постоянном токе.
От 371 ₽

Уонии 13/45 - это электроды производства компании ESAB, которые предназначены для сварки особо ответственных изделий из конструкционных низкоуглеродистых и низколегированных сталей с пределом прочности до 470 МПа (К38-К48) и арматурных сталей класса А240 во всех пространственных положениях, кроме вертикали на спуск, когда к сварному шву предъявляются высокие требования по пластичности и ударной вязкости.
От 1 520 ₽

Рутил-целлюлозные электроды ОК-46 диаметром 3 мм и длиной 350 мм применяются для сварки углеродистых сталей с временным сопротивлением разрыву до 50 кгс/мм2 на переменном и постоянном токе любой полярности во всех пространственных положениях. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла.
От 679 ₽

Сварочный электрод ESAB OK 46.00 с рутилово-целлюлозным покрытием - уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе.
От 2 002 ₽

Описание Электроды УОНИ 13/55 сзсм предназначены для сварки методом MMA ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности. Наплавленный металл образует ровный и высококачественный шов, стойкий к образованию кристаллизационных трещин.
От 1 000 ₽

Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества легированных электродов над чисто вольфрамовыми (WP) при сварке на постоянном токе. Тем не менее торий — радиоактивный металл низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно небольшие выделения тория при эпизодической сварке, как показала практика, не являются фактором риска.
От 1 550 ₽

Сварка переменным и постоянным током AC/DC. Применяются для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Вольфрамовые электроды WL-20 аналогичны WL-15, однако добавление 2,0% оксида лантана увеличивает максимальный ток, при этом несущая способность электрода ~ на 50% больше при сварке на переменном токе, чем чисто вольфрамового.
От 4 400 ₽

Ручные электроды NSSW предназначены для сварки сталей во всех положениях Электрод марки Nittetsu-16W (A5.1, E7016-G, тип Э50/ ГОСТ 9467-75) с покрытием основного типа предназначен для электродуговой сварки во всех положениях трубопроводов и ответственных металлоконструкций из сталей с нормативным пределом прочности до 530 МПа. При сварке корневого шва электрод полностью соответствует характеристикам, принятым в международной сварочной практике, дает образование хорошего обратного валика .
От 550 ₽
KONTAKT 210 E 316 L Рутилово-основной электрод с молибденом и малым содержанием углерода(тип Cr-Ni-Mo) для сварки нержавеющей стали . Хорошая противокоррозийная устойчивость в газах и растворах(до 850°С), в кислотах(уксусной, бензойной, лимонной, азотной, стеариновой, серной, фосфорной).
От 500 ₽

Электроды с рутиловым покрытием J421 ОК-46 ESAB 4,0мм в заводской упаковке 5 килограмм имеют аттестацию НАКС и имеют Сертификаты качества, от завода производителя. Рутиловые электроды марки J421 ОК46 предназначены для ручной дуговой сварки конструкций из углеродистых сталей с содержанием углерода до 0,25 процента. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50)В.
От 889 ₽
-Электрод WL-15 предназначен для сварки методом TIG в среде инертных газов. -Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. -Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 678 ₽

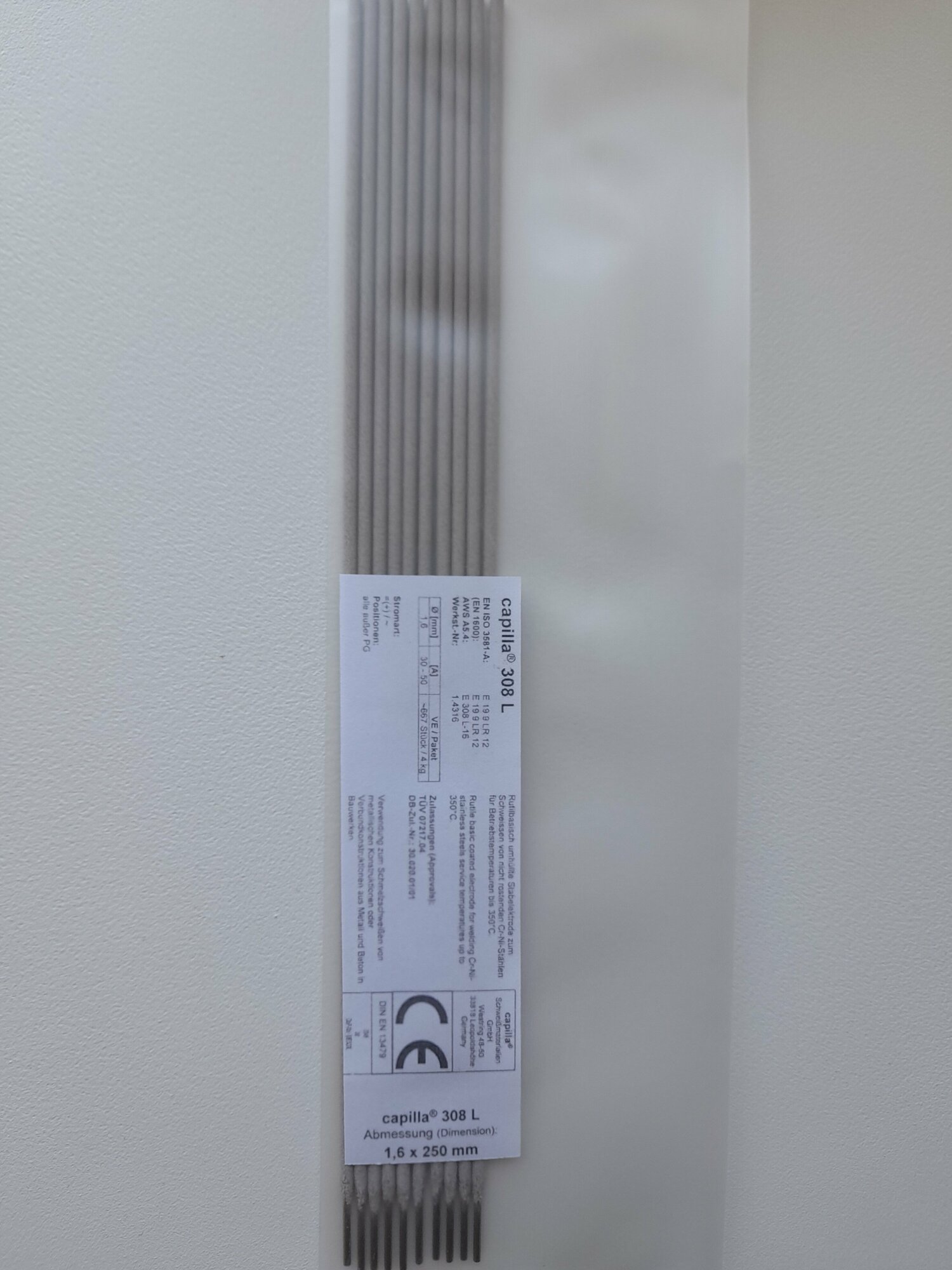
Тип покрытия – рутиловое. Свариваемые стали: 03Х18Н11, 06Х18Н11, 08Х18Н12Б. 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т. п. Стабилизированный ниобием электрод. Как правило применяется для изделий, работающих при высоких температу- рах. Обеспечивает стойкость металла шва против межкристаллитной коррозии.
От 500 ₽

Электроды вольфрамовые WE-3, Ø 1,6 мм, цвет фиолетовый в качестве легирования содержат оксиды нескольких редкоземельных металлов (лантана, иттрия, циркония), что обеспечивает особые преимущества в сравнении с торированными или лантанированными электродами: выше стойкость заточки; улучшенный старт дуги; выше скорость охлаждения; увеличенный срок службы; применение как на постоянном, так и на переменном сварочном токе; не радиактивный.
От 993 ₽

Электроды RS-48.18 (аналог LB 52U) Сварочные электроды RS 48.18 - это электроды с основным типом покрытия с железным порошком, предназначены для сварки углеродистой и низколегированной стали. Преимущества электродов Электроды характеризуются высокими сварочно-технологическими свойствами. Содержание железного порошка позволяет получить стабильную дугу с минимальным разбрызгиванием. Легкое удаление шлака. Качественный шов с высокой Ударной вязкостью при пониженных температурах (до -30°C).
От 2 222 ₽

Электроды As P 308L используются для сварки вертикальных швов по легированным маркам стали 03Х18Н11, 06Х18Н11 и др. Электроды диаметром 3,2 мм, рассчитанные на сварочный ток 75-115 ампер. Электроды предлагаются в фирменной упаковке по 5 штук. Преимущества: - Высокое качество сварного шва, в том числе прочность и устойчивость к коррозии. - Возможность использования с бытовыми и профессиональными сварочными аппаратами. - Выдерживают энергию удара до 80 Дж.
От 1 867 ₽

Сварочные электроды Foxweld AlSi5 предназначены для работы с алюминиевыми сплавами методом MMA (ручная дуговая сварка). Расфасованы по три штуки в одной упаковки. Foxweld AlSi5 выпускаются согласно технологическому регламенту корпорации Lincoln Electric в Турции и являются одними из лучших электродов для сварки алюминиевых сплавов на российском рынке. Электродами можно производить работы, как с алюминиевыми прокатами, так и с изделиями, произведённые литьём, содержащие 5% кремния.
От 1 331 ₽


Основное назначение. Электроды с рутиловым покрытием, предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа. Сварка во всех пространственных положениях на переменном токе и постоянном токе прямой полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов. Производительность (для диаметра 4.0 мм) 7.5 г/(А·ч); 1.2 кг/ч. Расход электродов на 1 кг наплавленного металла 1.7 кг.
От 352 ₽

Электрод Ресантадля ИПР-25, ИПР-40 Электрод Ресанта 71/6/7 предназначен для плазменных резаков ИПР-25, ИПР-40. Применяется для ионизации газа и формирования плазменной струи под действием электромагнитных сил. Электрод изготовлен из материала с высокой теплопроводностью, что обеспечивает высокий уровень охлаждения.
От 617 ₽

Электрод МР-3 МЭЗ Ц0031929 предназначен для ручной дуговой сварки ответственных конструкций из углеродистых сталей с содержание углерода до 0.25% и временным сопротивлением разрыву до 490 Н/мм2. Сварка проводится во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током. Длина дуги – средняя, короткая.
От 395 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления - КП, ПС, СП и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки - 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла 1,7 кг.
От 1 020 ₽

Электроды УОНИ-13/55 диаметром 3 мм и длиной 350 мм применяются для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением разрыву до 50 кгс/мм2 во всех пространственных положениях, кроме вертикального сверху вниз. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток.
От 394 ₽