Еще скидки на Электроды Для Сварки
Электроды вольфрамовые GCE WY-20 1,0 мм х 175 мм (10шт.) (WY-20 Темносиний, 1,0х175 мм, легирующие элементы: 1,8-2,2% YtO2 (оксид иттрия)). Артикул 400P110175. Пенал - 10шт. Предназначены для сваривания при постоянном токе таких материалов, как низколегированная, углеродистая и нержавеющая сталь, молибден, тантал, ниобий, чугун, кремниевая бронза, а еще медь, титан и всевозможные сплавы этих материалов.
От 528 ₽

Сварочный электрод ESR 11 пригоден для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Прост в применении для сварки в любой позиции, включая сварку сверху вниз. Обеспечивает превосходное заполнение зазоров. Хорошая заполняющая способность.
От 430 ₽

Электрод ОК 76.96 ESAB СВ000009628 предназначен для сварки методом MMA хромистых сталей типа Х5М, Х9М с высоким сопротивлением ползучести. Сварка ведется во всех пространственных положениях, кроме вертикали на спуск. Работы следует проводить на постоянном токе. Электрод отличается низким содержанием водорода, спокойным стабильным горением дуги с минимальным разбрызгиванием. Применяется в нефтеперерабатывающей промышленности при сварке деталей, работающих при высоких температурах и давлении.
От 1 800 ₽
-Электрод WL-15 предназначен для сварки методом TIG в среде инертных газов. -Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. -Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 678 ₽
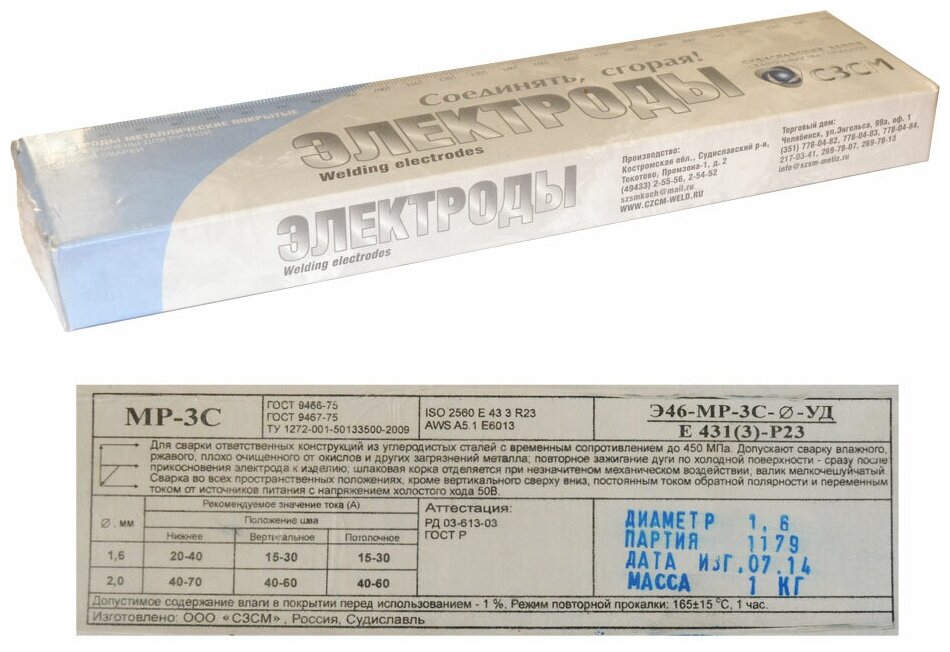
Это рутил-целлюлозные электроды для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Электроды обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности. Допускают сварку ржавого, плохо очищенного от окислов и других загрязнений металла; повторное зажигание дуги по холодной поверхности - сразу после прикосновения электрода к изделию; шлаковая корка отделяется при незначительном механическом воздействии
От 916 ₽

Сварочные электроды Foxweld AlSi5 предназначены для работы с алюминиевыми сплавами методом MMA (ручная дуговая сварка). Расфасованы по три штуки в одной упаковки. Foxweld AlSi5 выпускаются согласно технологическому регламенту корпорации Lincoln Electric в Турции и являются одними из лучших электродов для сварки алюминиевых сплавов на российском рынке. Электродами можно производить работы, как с алюминиевыми прокатами, так и с изделиями, произведённые литьём, содержащие 5% кремния.
От 1 331 ₽

Электроды Tigarbo АНО-21 предназначены для сварки углеродистой стали электродуговым способом. Электроды с рутиловым покрытием имеют высокие сварочно-технологические характеристики и отличаются легким возбуждением, стабильным горением дуги. Они формируют аккуратный металлический шов при сварке в любом пространственном положении. Килограмм электродов для ручной дуговой сварки Tigarbo АНО-21 предлагается вам в фирменной картонной упаковке.
От 379 ₽

Электроды вольфрамовые WT-20-175 Gigant G-603 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Содержит 2% оксида тория. Торий является радиоактивным материалом низкого уровня. Поэтому при регулярной сварке в закрытых помещениях и заточке следует строго соблюдать необходимые меры безопасности. Электрод характеризуется устойчивой дугой.
От 1 356 ₽

Электрод QUATTRO ELEMENTI 770-445 предназначен для сварки методом MMA конструкций из низколегированных и малоуглеродистых сталей. В основе покрытия лежит минерал рутил, рутиловый концентрат, состоящий в основном из двуокиси титана. Применяется в машиностроении и строительстве. Электрод обеспечивает мощное и стабильное горение дуги. Не образует поры в швах при сварке сталей с окалиной и ржавчиной. Оптимален для сварки в любом положении, кроме вертикального сверху вниз.
От 946 ₽
Рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Характеристики: Диаметр: 3.2 мм. Длина: 350 мм. Вес: 1 кг. Преимущества: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва.
От 688 ₽

Электрод вольфрамовый WC-20 (серый) Вольфрамовый электрод легированный 2 % оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент), который улучшает эмиссию электрода и начальный запуск дуги, так же увеличивается допустимый сварочный ток. Электроды WC-20 универсальные, ими можно сваривать на переменном токе и на токе прямой положительной полярности.
От 570 ₽
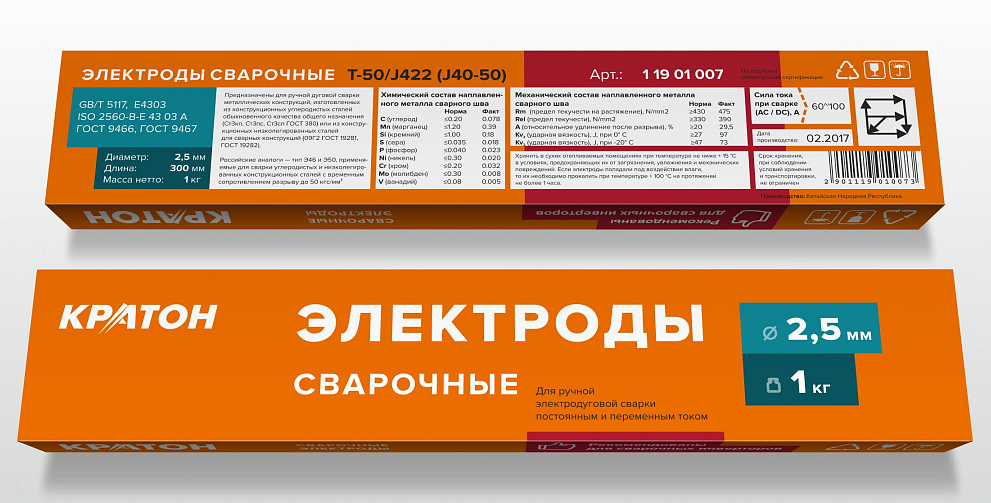
Фирма Кратон представляет электрод для дуговой сварки 2,5 мм, весом 5 кг. Предназначен набор электродов для ручной электродуговой сварки с разным видом тока. Во время применения оснастки потери металла самые минимальные. Идеально подходит для сварочных аппаратов любой марки. Предназначена оснастка для низколегированных, углеродистых типов стали. Во время смены длины дуги, образование трещин заметны слегка. Шлак при сварке отделяется легко, без применения дополнительных усилий. Дуга горит стабильно и легкое.
От 1 288 ₽

Ручные электроды NSSW предназначены для сварки сталей во всех положениях Электрод марки Nittetsu-16W (A5.1, E7016-G, тип Э50/ ГОСТ 9467-75) с покрытием основного типа предназначен для электродуговой сварки во всех положениях трубопроводов и ответственных металлоконструкций из сталей с нормативным пределом прочности до 530 МПа. При сварке корневого шва электрод полностью соответствует характеристикам, принятым в международной сварочной практике, дает образование хорошего обратного валика .
От 460 ₽

Электрод сварочный ЗУБР Профессионал ЗОК-46 с рутил-целлюлозным покрытием 2.5х350 мм 40031-2.5 изготовлен в россии на современном высокотехнологичном оборудовании по оригинальной технологии и рецептуре в соответствии с ГОСТ 9466-75. Рутил-целюлозные электроды ЗУБР ЗОК-46 для электродуговой сварки ответственных конструкций из углеродистых низколегированных сталей во всех пространственных положениях.
От 1 058 ₽

Турецкие сварочные электроды Magmaweld ESB-48 (полный аналог УОНИ-13/55) для углеродистой стали. Используется для сварки конструкций, подвергающихся динамическим нагрузкам такие как: мосты крупные металлоконструкции в судостроении при монтаже трубопроводов при изготовлении резервуаров и сосудов под давлением, котлов и машин. Имеет коэффициент выхода металла 115%. Смешиваясь с основным металлом, позволяет получить ровный и чистый сварной шов без дефектов прожига основного металла.
От 1 391 ₽

Электроды ЦЧ-4 предназначены для холодной сварки, ремонтной наплавки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугунов, а также сварки таких чугунов со сталью. Еще их используют для наплавки первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может
От 1 535 ₽
Вы можете купить различное оборудование и комплектующие для сварочных работ, в том числе сварочные электроды МР-3 тип Э-46 толщиной 3 и 4 мм. Сфера использования – сварка ответственных конструкций из всех видов углеродистой стали с временным сопротивлением разрыву до 50 кгс/мм2 на переменном или постоянном токе обратной полярности во всех пространственных положения, кроме вертикального сверху вниз. Легко поджигается, в том числе и повторно.
От 1 412 ₽
Электроды сварочные подходят для сварки на всех типах и моделях сварочных аппаратов ММА, в том числе полупрофессиональных и бытовых, что без сомнения оценят, как профессионалы, так и начинающие сварщики. Применяются для сварки конструкций из углеродистых сталей. Сварка производится во всех пространственных положениях шва, кроме вертикального сверху вниз. Преимущества: допускает работу на бытовых сварочных аппаратах, на неустойчивых токах от бытовой сети; лоялен к удлинению сварочной дуги; легкое первичное и
От 529 ₽

Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%. Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом. Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C).
От 1 943 ₽
Тип покрытия – основное Электрод предназначен для сварки коррозионностойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, AISI 304, 304H и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии, обеспечивающий нержавеющий наплавленный слой типа AISI 308H. Разработан специально для объектов, эксплуатирующихся при повышенных температурах (до 700°C). Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет 1…3% (FN 2-5).
От 500 ₽

AG E-46 Premium - это рутиловый высококачественный электрод, обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки конструкций из углеродистой и низколегированной стали. AG E-46 Premium - используется для сварки крупных металлических тяжело нагруженных конструкций и технологического оборудования, для сварки трубопроводов, а так же в судостроении и строительной промышленности.
От 2 290 ₽

Описание Электроды диаметром 4 мм применяются для ручной дуговой сварки конструкций из углеродистых марок сталей, угловых, стыковых и нахлёстанных швов конструкций из металла толщиной 1-5 мм во всех пространственных положениях. Характеристики: Диаметр: 4 мм; Вес: 2,5 кг; Сварочный ток: переменный (АС) или постоянный обратной полярности (DC+); Преимущества: Стабильное горение дуги в процессе сварки; Хорошее формирование шва в различных пространственных положениях; Самопроизвольное, без дополнительного
От 996 ₽