
Скидка 27% на Электроды Для Сварки Вольфрамовые Wt-20 2,4/175
Цена: 1356 ₽Еще скидки на Электроды Для Сварки


Основное назначение сварочных электродов. Электроды марки АНО-21 тип Э46 по ГОСТ 9467-75 предназначены для сварки конструкций из углеродистых сталей по ГОСТ 380-2005 (Ст0, Ст1, Ст2, Ст3 всех степеней раскисления – »КП», »ПС», »СП») и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10, 10пс, 15кп, 15пс, 15, 20пс, 20кп, 20). Сварочными электродами АНО-21 øø2, 2,5 и 3мм возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 1÷5мм, во всех пространственных положениях.
От 455 ₽

Электрод МР-3 Ресанта 71/6/20 предназначен для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых сталей. Сварка проводится во всех пространственных положениях постоянным током прямой или обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Параметры: Расход электродов на 1 кг наплавленного металла — 1.7 кг; Временное сопротивление разрыву — 450 МПа; Относительное удлинение — 18%; Ударная вязкость — 78 Дж/см2; Коэффициент наплавки — 8.5 г
От 440 ₽
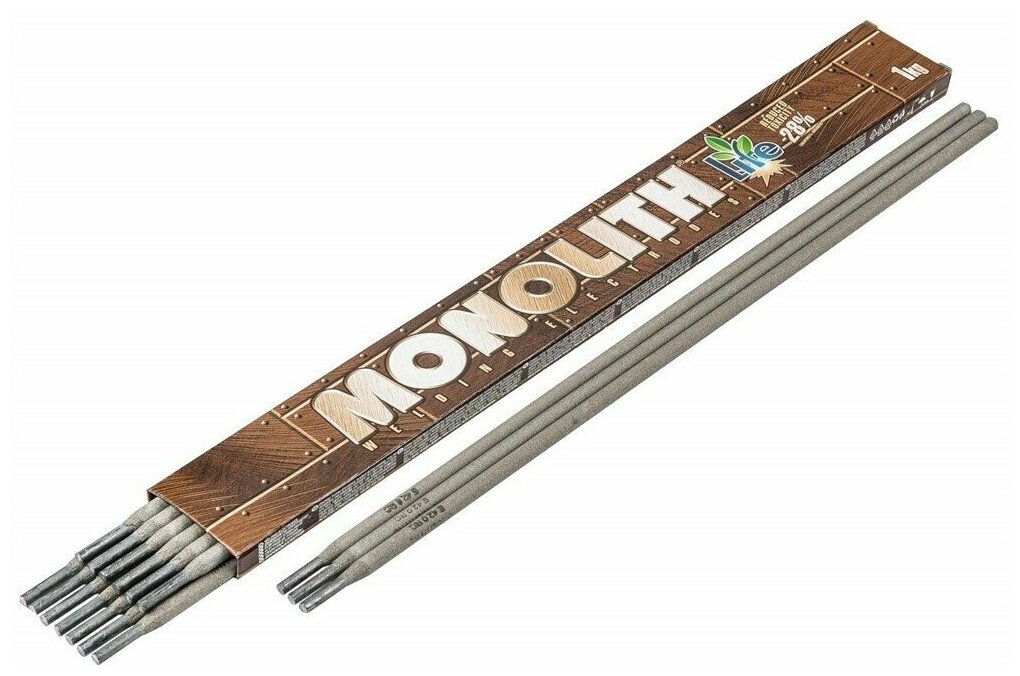
Электрод Монолит РЦ(Е46) d3.0 (2.5кг) - это универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей. Коэффициент наплавки 8,5 - 9,5 г/А. ч. Расход электродов на 1 кг наплавленного металла 1,75 кг.
От 2 138 ₽
Seller 308L - штучные плавящиеся электроды, используемые для ручной дуговой сварки изделий из нормальной и низкоуглеродистой нержавеющих марок стали. Стержень электрода выполнен из высоколегированной стали, содержание хрома в которой достигает 19%, а никеля 10%. Такой состав обеспечивает устойчивость сварочного шва к образованию трещин и делает невосприимчивым к воздействию коррозии. Кроме того, наплавленный металл обладает высоким порогом текучести - около 610 МПа.
От 1 500 ₽

Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке во всех пространственных положениях. Коэффициент наплавки: 7.08 г/А-ч. Коэффициент разбрызгивания: 24%. Выход металла: 63-68%. Расход электродов на 1 кг наплавленного металла: 1.65 кг.
От 490 ₽

Преимущества сварочного электрода NITTETSU: Аттестованы НАКС на группы технических устройств: ГДО, ГО, ко, МО, нгдо, отог, охнвп, ПТО, СК. Включены в реестры ПАО Транснефть и ПАО Газпром. Низкое содержание диффузионного водорода. Полярность - AC/DC (±). Сварка корневого прохода на низком токе с высокой стабильностью дуги и гарантированным формированием обратного валика без пор и прожогов. Легкость формирования шва при многопроходной сварке заполняющих слоев.
От 5 383 ₽

Специально для нержавеющей стали A2 Отличная свариваемость Гладкая ровная поверхность шва Легкость повторного зажигания дуги Низкие потери на разбрызгивание Легко отделяемый шлак Максимальная рабочая температура 350 °C Стержневой электрод: E19 9 L R 1 2 EN 1600 Материал №: 1.4316 AWS: A 5.4: E 308 L — 17 Покрытие: рутиловое Область применения Для сварки нержавеющих и жаростойких сталей в сфере автомобилестроения, судостроения, приборостроения и производства резервуаров.
От 1 400 ₽

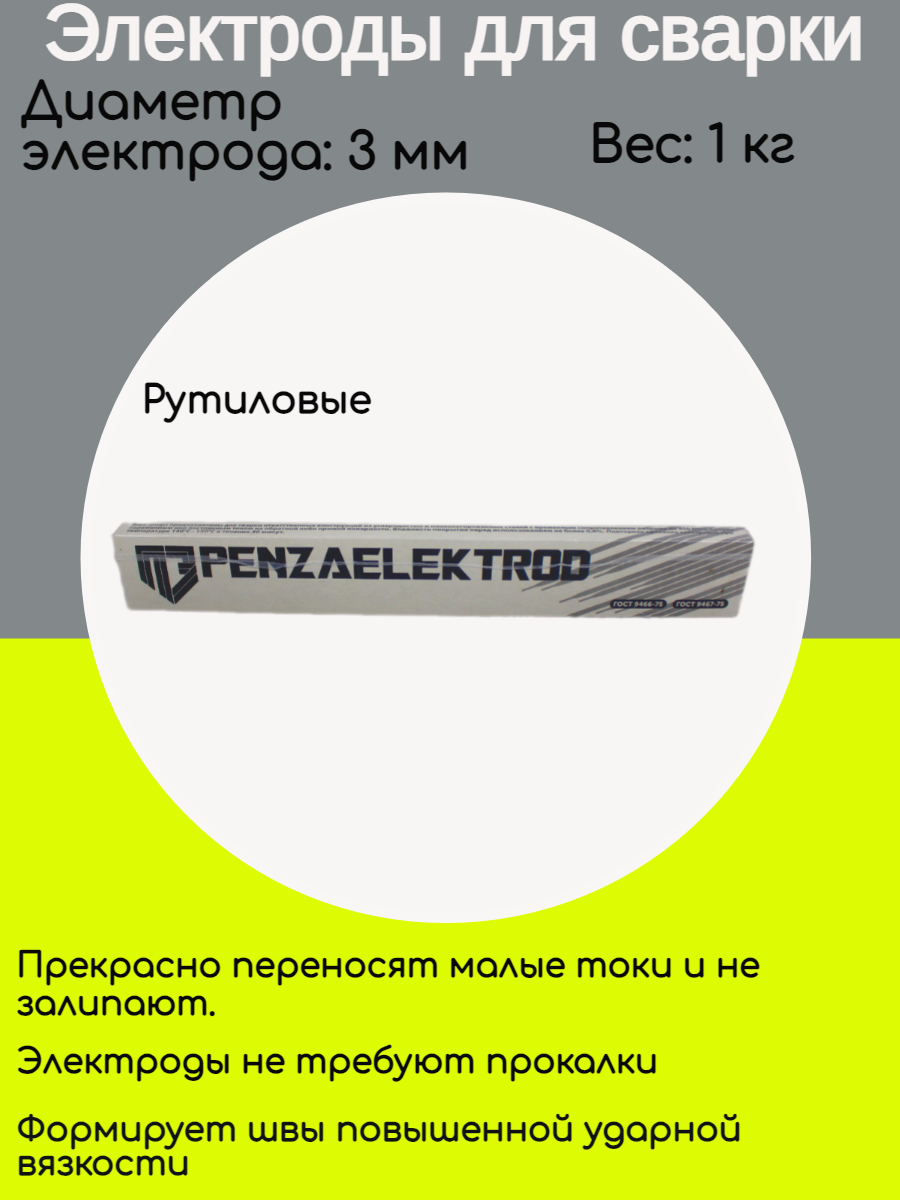
Предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей с содержанием углерода до 0,25%, когда к формированию швов предъявляют повышенные требования. Сварка может выполняться во всех пространственных положениях шва, кроме вертикального сверху вниз постоянным или переменным током. Перед использованием рекомендуется прокалить электроды при температуре 180 градусов С в течение часа.
От 1 569 ₽
Электроды рутиловые для сварки Флагман 3мм 1кг - это профессиональные электроды, созданные специально для сварки низкоуглеродистой стали. Они идеально подходят для использования с полуавтоматическими сварочными аппаратами и обеспечивают надежную защиту от шлака. Одной из главных особенностей этих электродов является их хорошее горение дуги. Благодаря этому, сварка с их использованием становится более эффективной и качественной.
От 336 ₽

Электрод сварочный ЗУБР Профессионал УОНИ 13/55 с основным покрытием, 2.5х350 мм, 1.2 кг 40021-2.5 изготовлен в России на современном высокотехнологичном оборудовании по оригинальной технологии и рецептуре в соответствии с ГОСТ 9466-75. Электроды ЗУБР УОНИ 13/55 с основным покрытием для электродуговой сварки особо ответственных конструкций из углеродистых низколегированных сталей постоянным током обратной полярности во всех пространственных положениях, кроме вертикального сверху-вниз.
От 1 000 ₽

Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке во всех пространственных положениях. Коэффициент наплавки: 7.08 г/А-ч. Коэффициент разбрызгивания: 24%. Выход металла: 63-68%. Расход электродов на 1 кг наплавленного металла: 1.65 кг.
От 2 147 ₽

Легкое зажигание и высокая эластичность сварочной дуги, отсутствие особых требований к качеству подготовки кромок свариваемых деталей, возможность сварки во всех пространственных положениях без изменения сварочного тока позволяют вести сварку в сложных положениях даже начинающим и низкоквалифицированным сварщикам. Род тока: ~ = ± особые свойства: просты в применении и отличаются легким начальным и повторным поджигом, мягкое и стабильное горение дуги, малые потери металла от разбрызгивания, равномерное
От 477 ₽
Для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки на изношенных чугунных деталях под последующую наплавку специальными электродами. Сварка на переменном или постоянном токе, обратная полярность. Рекомендации: Электроды должны прокаливаться при температуре более 150 С в течение часа перед началом сварки. Данный тип электродов не подходит для сварки монолитных конструкций, находящихся под внешним воздействием, нагрузкой и т. д.
От 495 ₽

Рутил-целлюлозные электроды MP-3C диаметром 3 мм и длиной 350 мм применяются для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла.
От 2 026 ₽
Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Предназначены для сварки угловых, стыковых, нахлёсточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром 3 мм предназначены для сварки во всех пространственных положениях кроме вертикального, способом сверху-вниз.
От 749 ₽
Электроды вольфрамовые WT-20-175 Gigant G-603 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Содержит 2% оксида тория. Торий является радиоактивным материалом низкого уровня. Поэтому при регулярной сварке в закрытых помещениях и заточке следует строго соблюдать необходимые меры безопасности. Электрод характеризуется устойчивой дугой.
От 1 356 ₽

Электроды ОК 46.00 - универсальные сварочные электроды обеспечивают высокие свойства сварного шва. Легко поджигаются, в том числе и повторно. Они идеальны для выполнения прихваток, коротких и корневых швов. Сварка электродами отличается пониженным тепловложением, что делает их привлекательным при заварке широких зазоров, особенно на монтаже. Широко применяется при сварке листов с гальваническим покрытием.
От 550 ₽

Данные электроды марки Т-590 предназначены для производства ручной дуговой наплавки деталей, которые работают в условиях преимущественно абразивного изнашивания. Осуществляется наплавка с использованием постоянного тока прямой полярности, в положениях нижнем и наклонном. При этом твердость в исходном состоянии, HRCЭ 58-64. Характеристики плавления электродов при сварке: Коэффициент наплавки, г/А ч — 9,0 Расход электродов на 1 кг наплавленного металла, кг — 1,6 Характеристики Диаметр электродов, мм Сварочный
От 1 719 ₽
Электроды МР-3 АРС Арсенал Plasmatec с рутиловым покрытием предназначены для сварки угловых, стыковых, нахлёсточных и других конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20) толщиной от 3 до 20 мм. Важная рекомендация!
От 510 ₽

Изделие: Электроды; Габариты, мм: 460х40х45; Вес, кг: 1; Объем товара, м3: 0.000828; Покрытие: рутилово-целлюлозное; Страна производства: Россия; Тип сварки: MMA; Длина, мм: 450; Напряжение холостого хода, В: 50±5; Свариваемый материал: углеродистая сталь (содержание углерода до 0,25%); Марка электрода: МР-3; Пространственное положение: любое, кроме вертикального; Тип сварочного тока: постоянный обратной полярности или переменный; Режим прокалки: при 170-200С - 1 час; Коэффициент наплавки, г/Ач: 8,5; Расход
От 279 ₽

Описание Универсальный электрод общего назначения для сварки углеродистых и низколегированных сталей. Отличается высокой вязкостью металла шва, высокой скоростью сварки на вертикальной плоскости. Рекомендуется для сварки тяжело нагруженных конструкций из указанных сталей и судовых сталей, гальванопокрытых листов. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
От 590 ₽