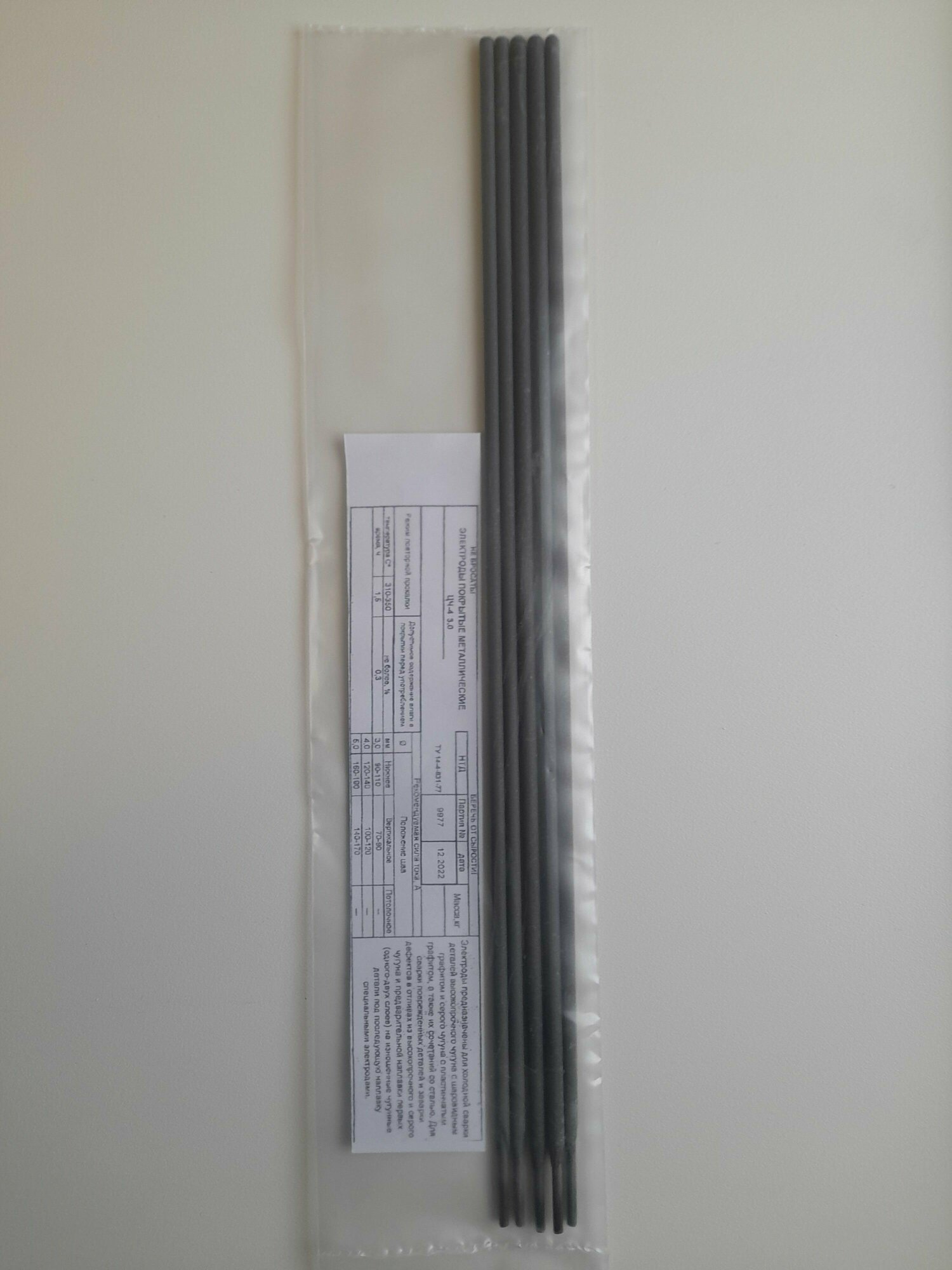
Скидка 42% на Электроды По Чугуну Цч-4 (3Мм), (Упаковка 5 Электродов)
Цена: 350 ₽Еще скидки на Электроды Для Сварки

AG E-46 PREMIUM, это рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Электрод AG E-46 PREMIUM обладает следующими преимуществами: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва.
От 1 390 ₽

Электрод вольфрамовый WT-20 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Содержит 2% оксида тория. Торий является радиоактивным материалом низкого уровня. Поэтому при регулярной сварке в закрытых помещениях и заточке следует строго соблюдать необходимые меры безопасности. Электрод характеризуется устойчивой дугой.
От 807 ₽

Электрод МР-3 люкс МЭЗ 00001966 используется для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей, с сопротивлением разрыву до 500 МПа. Подходит для формирования швов с высокими требованиями. Работы проводятся на постоянном токе обратной полярности и на переменном токе. Подходит для всех пространственных положений: Нижнее 90-130 А; Вертикальное 80-110 А; Потолочное 80-110 А; Вертикальное сверху-вниз 120-150 А.
От 569 ₽

Сварочные электроды Оливер гарант предназначены для сварки рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ГОСТ 380 и ГОСТ 1050. Преимущества: · легкое зажигание и высокая эластичность сварочной дуги, · отсутствие особых требований к качеству подготовки кромок свариваемых деталей, · возможность сварки во всех пространственных положениях без изменения сварочного тока позволяет вести сварку в сложных положениях даже начинающим и низкоквалифицированным сварщикам.
От 910 ₽

Вольфрамовый электрод WL-20 - это электрод синего цвета с примесью 2% оксида лантана. Предназначен для аргонодуговой сварки всех типов сталей и цветных металлов на переменном и постоянном токе в среде инертных газов. Отлично подходит для сварки алюминия и нержавейки. Обеспечивает легкий первоначальный запуск дуги, ее устойчивость и отличное повторное зажигание. А так же низкую склонность к прожогам. Данный электрод более долговечный по сравнению с чисто вольфрамовым и меньше загрязняет сварной шов.
От 750 ₽
Рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Характеристики: Диаметр: 3.2 мм. Длина: 350 мм. Вес: 1 кг. Преимущества: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва.
От 688 ₽

Данные электроды марки Т-590 предназначены для производства ручной дуговой наплавки деталей, которые работают в условиях преимущественно абразивного изнашивания. Осуществляется наплавка с использованием постоянного тока прямой полярности, в положениях нижнем и наклонном. При этом твердость в исходном состоянии, HRCЭ 58-64. Характеристики плавления электродов при сварке: Коэффициент наплавки, г/А ч — 9,0 Расход электродов на 1 кг наплавленного металла, кг — 1,6 Характеристики Диаметр электродов, мм Сварочный
От 1 719 ₽
Электроды Denzel DER-46 97516 диаметром 4 мм, с рутиловым покрытием, 1 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 200 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже, мастерской или на даче. ПреимуществаРешение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 499 ₽

Универсальные вольфрамовые электроды WL-20 -175, сварка всех типов сталей и сплавов на переменном (AC) и постоянном токе (DC). Электроды из сплава вольфрама с оксидом лантана WL-20 имеют очень легкий первоначальный поджиг дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 2,0% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто
От 769 ₽

Электроды ОЗАНА-2 предназначены для заварки брака литья и наплавки деталей из алюминиево-кремнистых сплавов типа АЛ-4, АЛ-9, АЛ-11. Сварка производится в нижнем и вертикальном положениях шва постоянным током обратной полярности. Перед покупкой требуется уточнить - какой У ВАС сплав алюминия . Что бы не писать потом отзывы типа - не варят. ТАК ЖЕ требуется очистка свариваемых кромок от оксидов до металлического блеска И соблюдение ТЕХ. Особенностей сварки .
От 620 ₽

Электроды S-46 Электроды с рутилово-целлюлозным типом покрытия предназначены для сварки низкоуглеродистых и низколегированных сталей во всех пространственных положениях на постоянном и переменном токе. Преимущества электродов Сварочные электроды S-46 обеспечивают отличную технологичность процесса сварки благодаря сверхстабильности сварочной дуги и незначительным потерям при разбрызгивании, отличаются легкостью отделения шлака.
От 2 050 ₽
Электроды УОНИ 13/55 Монолит Plasmatec с основным покрытием(с железным порошком) предназначены для сварки во всех пространственных положениях, кроме сверху-вниз, ответственных конструкции и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечить высокую стойкость сварных соединений против горячих трещин.
От 1 023 ₽

Электрод поджига для варочных панелей Konigin Spark; Blaze Диаметр 5 мм, высота наружной части 18 мм
От 894 ₽
Электрод с покрытием рутил-целлюлозного типа для сварки общего назначения в любых пространственных положениях. Электроды малого диаметра хорошо подходят для бытовой сварки. Аналог электродов: OK 46.00, МР-3, ОЗС-12, АНО-4, АНО-6, НО-29М. Ключевые особенности: - Хорошо подходит для сварки чистой структурной стали; - Пригодны для использования с трансформаторами с низким напряжением холостого хода (мин. напряжение холостого хода 42 В)
От 2 090 ₽


Ручные электроды NSSW предназначены для сварки сталей во всех положениях Электрод марки Nittetsu-16W (A5.1, E7016-G, тип Э50/ ГОСТ 9467-75) с покрытием основного типа предназначен для электродуговой сварки во всех положениях трубопроводов и ответственных металлоконструкций из сталей с нормативным пределом прочности до 530 МПа. При сварке корневого шва электрод полностью соответствует характеристикам, принятым в международной сварочной практике, дает образование хорошего обратного валика .
От 550 ₽

Универсальный электрод ASKAYNAK AS R-143, гарантирующий отличную свариваемость, высокое качество и прекрасный внешний вид сварного шва. Универсальный электрод общего назначения для сварки металла - заборы, навесы, теплицы, каркасы, отводы, мелкий ремонт, монтаж. Широко применяется в машиностроении, судостроении, станкостроении. Характеризуется низким уровнем газообразования и разбрызгивания металла во время сварки, легким первоначальным и повторным возбуждением дуги, удалением шлаковой корки.
От 2 439 ₽

Электроды покрытые металлические марки SELLER GM CAST-1 d 4.0*350 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях
От 1 097 ₽

Универсальные вольфрамовые электроды EWC WL-15 предназначены для сварки всех типов сталей и сплавов на переменном и постоянном токе прямой полярности. Представляют собой пруток сплошного круглого сечения с окрашенным для идентификации кончиком золотого цвета. Изготавливаются комбинированным способом - спекание, ковка на ротационной ковочной машине из заготовок, волочение.
От 720 ₽

Сварочные электроды Esab - это качественные электроды, разработанные для использования в различных условиях. Они изготовлены из высококачественных материалов, что обеспечивает стабильность и долговечность сварочного процесса. Эти электроды идеально подходят для сварки стали, нержавеющей стали и других металлов. Они имеют высокую производительность и легко работают в различных условиях. Кроме того, эти электроды доступны по доступной цене, что делает их привлекательным выбором для многих сварщиков.
От 1 514 ₽



Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке во всех пространственных положениях. Коэффициент наплавки: 7.08 г/А-ч. Коэффициент разбрызгивания: 24%. Выход металла: 63-68%. Расход электродов на 1 кг наплавленного металла: 1.65 кг.
От 2 147 ₽
Электроды АНО-21 сзсм предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Необходимое напряжение холостого хода источника тока 70±5В. Сварку производят на короткой длине дуги. Допускается сварка на средней длине дуги. Прокалка перед сваркой: 160±15°C 1 час. Коэффициент наплавки 10 г/Ач. Расход электродов на 1 кг наплавленного металла 1,6 кг.
От 409 ₽