Скидка 23% на Электроды Сварочные Уони-13/55 (5 Кг; 4) Ligans L011
Цена: 1000 ₽Еще скидки на Электроды Для Сварки

Электроды МР-3С сзсм предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 370 МПа. Сварку производят на короткой длине дуги, допускается сварка на средней длине дуги. Прокалка перед сваркой: 100±10°C 1 час Параметры: Диаметр - 3 мм; Расход электродов на 1 кг наплавленного металла - 1.7 кг; Временное сопротивление разрыву - 450 Мпа; Относительное удлинение - 22%; Предел текучести, МПа - 370; Коэффициент наплавки - 8.5 г
От 489 ₽

Электроды TIGARBО ГОСТ-рц - это популярные и качественные сварочные электроды отечественного производства, которые сочетают в себе идеальное соотношение цены и качества. Они прекрасно справляются с угловыми, нахлесточными и стыковыми соединениями во всех пространственных положениях. Ими можно сваривать металл толщиной от 1 до 5 мм. Электрод выполнен из металлического стержня, который покрыт рутил-целлюлозной обмазкой. Защитное покрытие одновременно выполняет стабилизирующую и антимагнитную функцию.
От 440 ₽
Seller 308L - штучные плавящиеся электроды, используемые для ручной дуговой сварки изделий из нормальной и низкоуглеродистой нержавеющих марок стали. Стержень электрода выполнен из высоколегированной стали, содержание хрома в которой достигает 19%, а никеля 10%. Такой состав обеспечивает устойчивость сварочного шва к образованию трещин и делает невосприимчивым к воздействию коррозии. Кроме того, наплавленный металл обладает высоким порогом текучести - около 610 МПа.
От 1 500 ₽


Электроды для ЭКГ однораз. D 50мм, тверд. гель, CERACARTA, 13628, 40 шт вес брутто: . вес нетто товара: . Основа: пенополиуретан. Функциональное назначение: универсальные. Штук в упаковке: 40. Возрастное назначение: взрослые. Рентгенопрозрачный (предназначен для МРТ): Нет. Тип геля: твердый. Вид электрода: одноразовый. Размер электрода, мм: 50x50 ММ. РУ на медицинское изделие: да. Одноразовый электрод ЭКГ, белый Foam пенополиуретан, размер диаметр 50 мм.
От 552 ₽

Электроды марки АНО-21 - универсальный проверенный временем электрод, обладает высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, отделимостью шлаковой корки. Малыми потерями металла от разбрызгивания, хорошим формированием шва во всех пространственных положениях.
От 528 ₽

Рутил-целлюлозные электроды MP-3C диаметром 4 мм и длиной 450 мм применяются для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла.
От 950 ₽
KONTAKT 210 E 316 L Рутилово-основной электрод с молибденом и малым содержанием углерода(тип Cr-Ni-Mo) для сварки нержавеющей стали . Хорошая противокоррозийная устойчивость в газах и растворах(до 850°С), в кислотах(уксусной, бензойной, лимонной, азотной, стеариновой, серной, фосфорной).
От 500 ₽

Электроды сварочные подходят для сварки на всех типах и моделях сварочных аппаратов ММА, в том числе полупрофессиональных и бытовых, что без сомнения оценят, как профессионалы, так и начинающие сварщики. Применяются для сварки конструкций из углеродистых сталей. Сварка производится во всех пространственных положениях шва, кроме вертикального сверху вниз. Преимущества: допускает работу на бытовых сварочных аппаратах, на неустойчивых токах от бытовой сети; лоялен к удлинению сварочной дуги; легкое первичное и
От 529 ₽
Электроды ESAB ОК-46 используют для ручной дуговой сварки рядовых и ответственных конструкций из низкоуглеродистых марок сталей, постоянным или переменным током. Сварку можно выполнять во всех пространственных положениях не изменяя сварочный ток. Электроды ESAB ОК-46 обладают прекрасными сварочно-технологическими характеристиками, слабо чувствительны к ржавчине, грунтовке, загрязнениям. Шлак отделяется легко, а наплавленный валик формируется гладким, с плавным переходом к основному металлу.
От 3 271 ₽
Электрод вольфрамовый WL-15 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 355 ₽

Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%. Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом. Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C).
От 1 943 ₽

Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. Вольфрам – самый тугоплавкий металл. Вольфрамовые электроды WL 20 содержит в составе 2% лантана. Благодаря лантану дуга горит стабильно и легко зажигается, прожоги исключены. Также такие электроды можно потушить в середине процесса и затем снова без проблем зажечь. Изнашиваются медленно. Электроды этих марок практически не загрязняют соединение расплавленным вольфрамом, что очень важно.
От 886 ₽

Рутил-целлюлозные электроды АНО-21 диаметром 3 мм и длиной 350 мм применяются для сварки углеродистых сталей с временным сопротивлением разрыву до 50 кгс/мм2 на переменном и постоянном токе любой полярности во всех пространственных положениях. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла.
От 899 ₽

Тип покрытия – рутилово-целлюлозное. Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод отличается относительно слабой чувствительностью к ржавчине, грунтовке, цинковым покрытиям и т. п.
От 800 ₽


Электроды АНО-21 улучшенной рецептуры для сварки рядовых и ответственных конструкций из углеродистых и низколегированных сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
От 344 ₽
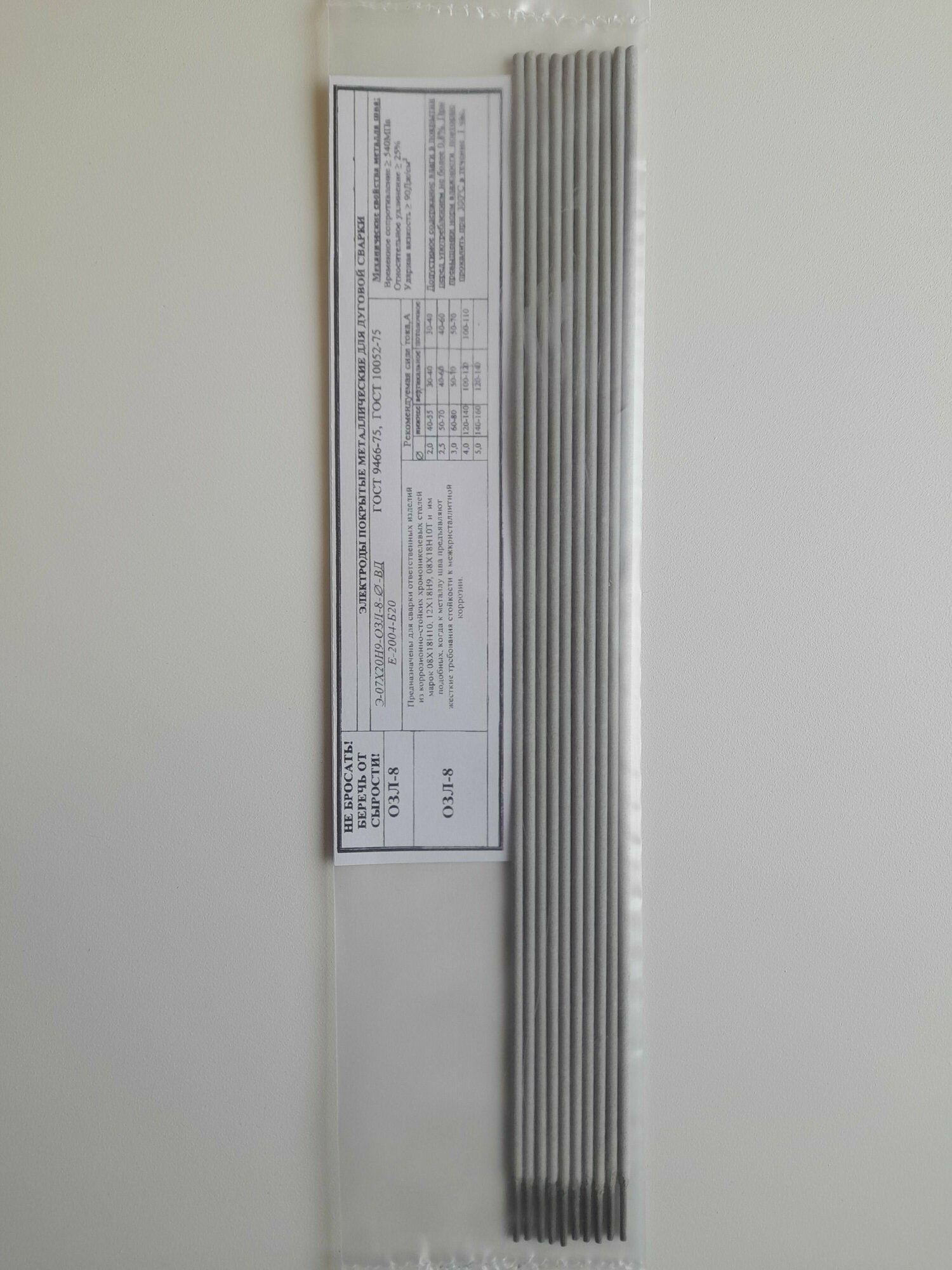
Электроды ОЗЛ-8 предназначены для сварки изделий из коррозионно-стойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии. Сварка во всех пространственных положениях шва постоянным током обратной полярности.
От 620 ₽

· Электроды для сварки монолит РЦ предназначенные для строительства и ремонта, отличаются от аналогичных товаров других производителей электродов уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е. О.
От 2 849 ₽

Электрод сварочный ЗУБР 40035-3.0, предназначен для сварки особо ответственных конструкций из углеродистых низколегированных сталей в сложных монтажных условиях и труднодоступных местах. Применяются на ММА сварочных инверторах. Сварочные работы переменным и постоянным током любой полярности. Качественный мелкочешуйчатый шов на малых токах. Быстрый первичный и последующие розжиги дуги на низком напряжении холостого хода. Повышенная прочность покрытия к стальному стержню электрода.
От 3 423 ₽

Основное назначение. Электроды с рутилово-основным покрытием, предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа. Сварка во всех пространственных положениях на переменном токе и постоянном токе обратной полярности.
От 413 ₽

Электрод МР-3 Ресанта 71/6/20 предназначен для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых сталей. Сварка проводится во всех пространственных положениях постоянным током прямой или обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Параметры: Расход электродов на 1 кг наплавленного металла — 1.7 кг; Временное сопротивление разрыву — 450 МПа; Относительное удлинение — 18%; Ударная вязкость — 78 Дж/см2; Коэффициент наплавки — 8.5 г
От 440 ₽
Описание: Диаметр: 3 мм Вид покрытия: рутиловое Род тока: переменный или постоянный ток обратной полярности Направление сварки: во всех пространственных положениях, кроме вертикального сверху вниз Шов: высокий товарный вид швов, хорошая отделяемость шлаковой корки. Квалификация сварщика: начальный уровень, подходит для обучения. Изготовитель: Россия Продукция не подлежит обязательной сертификации Вес упаковки: 1 кг. Минимальная партия: 1 кг (1 упаковка)
От 300 ₽