
Еще скидки на Электроды Для Сварки

Электрод QUATTRO ELEMENTI 770-438 предназначен для сварки методом MMA конструкций из низколегированных и малоуглеродистых сталей. В основе покрытия лежит минерал рутил, рутиловый концентрат, состоящий в основном из двуокиси титана. Применяется в машиностроении и строительстве. Электрод обеспечивает мощное и стабильное горение дуги. Не образует поры в швах при сварке сталей с окалиной и ржавчиной. Оптимален для сварки в любом положении, кроме вертикального сверху вниз.
От 253 ₽

В ассортименте нашего магазина вы можете найти все что необходимо для вашего дома.
От 1 421 ₽
Марка сварочные электроды УОНИ 13/55 предназначена для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости. Допускается сварка электродами УОНИ 13/55 во всех пространственных положениях постоянным током обратной полярности. По заключению независимых экспертов электроды УОНИ 13/55 производства СпецЭлектрод самые высококачественные из всех отечественных и зарубежных производителей сварочных
От 1 190 ₽

Предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования Отсутствие склонности к образованию пор, вызванных ржавчиной на кромках. Сварка во всех пространственных положениях, кроме сверху-вниз, переменным и постоянным током от источников питания с напряжением холостого хода 65В.
От 1 950 ₽
Электроды вольфрамовые GCE WY-20 1,0 мм х 175 мм (10шт.) (WY-20 Темносиний, 1,0х175 мм, легирующие элементы: 1,8-2,2% YtO2 (оксид иттрия)). Артикул 400P110175. Пенал - 10шт. Предназначены для сваривания при постоянном токе таких материалов, как низколегированная, углеродистая и нержавеющая сталь, молибден, тантал, ниобий, чугун, кремниевая бронза, а еще медь, титан и всевозможные сплавы этих материалов.
От 528 ₽

Основное назначение. Электроды с рутиловым покрытием, предназначены для сварки конструкций из углеродистых сталей. Сварка во всех пространственных положениях на постоянном токе любой полярности и переменном токе. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов. Производительность (для диаметра 4.0 мм) 9.5 г/(А·ч); 1.4 кг/ч. Расход электродов на 1 кг наплавленного металла 1.7 кг. Технологические особенности сварки.
От 1 609 ₽

Специально для нержавеющей стали A2 Отличная свариваемость Гладкая ровная поверхность шва Легкость повторного зажигания дуги Низкие потери на разбрызгивание Легко отделяемый шлак Максимальная рабочая температура 350 °C Стержневой электрод: E19 9 L R 1 2 EN 1600 Материал №: 1.4316 AWS: A 5.4: E 308 L — 17 Покрытие: рутиловое Область применения Для сварки нержавеющих и жаростойких сталей в сфере автомобилестроения, судостроения, приборостроения и производства резервуаров.
От 1 400 ₽

Электроды свар. OK 46.00 ф3 (пачка 5,3 кг) применяются для сварки изделий из низкоуглеродистых и низколегированных сталей, предел текучести которых составляет 380 МПа. Возможно осуществление сварки в любых пространственных положениях на постоянном токе обратной полярности и на переменном токе. Достоинства электродов для сварки ESAB ОК 46.00 ф 3,0 мм: - Не требуют специальной очистки поверхности от ржавчины и других загрязнений. - Отличная отделяемость шлака. - Создание ровного гладкого валика.
От 2 490 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – КП, ПС, СП и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки – 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг.
От 1 240 ₽

Ручные электроды NSSW предназначены для сварки сталей во всех положениях Электрод марки Nittetsu-16W (A5.1, E7016-G, тип Э50/ ГОСТ 9467-75) с покрытием основного типа предназначен для электродуговой сварки во всех положениях трубопроводов и ответственных металлоконструкций из сталей с нормативным пределом прочности до 530 МПа. При сварке корневого шва электрод полностью соответствует характеристикам, принятым в международной сварочной практике, дает образование хорошего обратного валика .
От 2 200 ₽

Сварка переменным и постоянным током AC/DC. Применяются для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Вольфрамовые электроды WL-20 аналогичны WL-15, однако добавление 2,0% оксида лантана увеличивает максимальный ток, при этом несущая способность электрода ~ на 50% больше при сварке на переменном токе, чем чисто вольфрамового. Цвет электрода : синий (голубой) Маркировка : WL-20 Диаметр электрода : 1,6 мм. Длина электрода : 175 мм. Добавки : 1,8-2,2% La2O3 (оксид лантана)
От 1 100 ₽

Тип Э42 Марка электрода J422 Диаметр 2.5 мм Свариваемый материал углеродистые стали Аналоги УОНИ 13/45, МР-3 Вес нетто 2,5 кг
От 830 ₽


Электрод вольфрамовый для TIG сварки 2 мм SOLARIS WL-20 синий 5 штук (WM-4529) с содержанием оксида лантана La2O3 (массовое содержание от 1,8 до 2,2 %). Универсальный электрод, который выдерживает высокие токовые нагрузки, улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Характеризуется быстрым поджигом дуги, отсутствием прожогов, стабильностью дуги. Этот электрод меньше загрязняет вольфрамом шов, что особенно важно при финишных работах.
От 723 ₽

Электроды IDEAL SYSTEMS -АМА предназначены для ручной дуговой сварки конструкций из низкоуглеродистых марок сталей по дсту 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления - КП, ПС, СП и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Применяются для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм.
От 424 ₽

ОК 46.00 – электрод, который варит САМ! Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Тип покрытия – рутилово-целлюлозное.
От 1 500 ₽
Электроды Denzel DER-3 97511 диаметром 3 мм, с рутиловым покрытием, 5 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 140 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже, мастерской или на даче. Преимущества Решение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 1 650 ₽

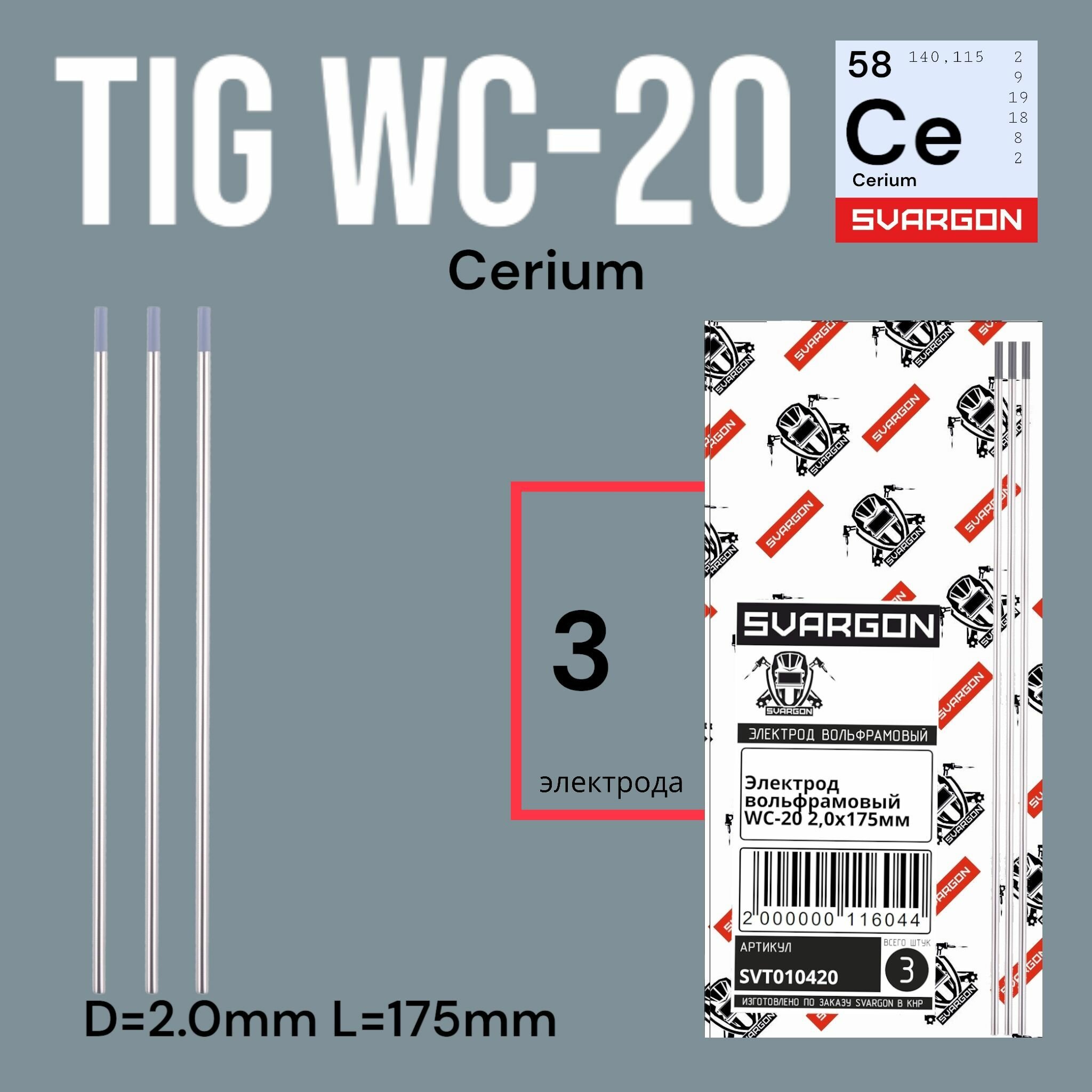
Электрод с содержанием оксида церия CeO2 (массовое содержание от 1,8 до 2,2 %). Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Обладают быстрым поджигом дуги дуга устойчива даже на минимальных токах. Вольфрамовые электроды этой марки рекомендуется использовать в коротких сварочных циклах при малых значениях тока. Применяются для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
От 458 ₽


Электроды марки УЭЗ УОНИ- 13/55 предназначены для ручной дуговой сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости, особенно при работе в условиях пониженных температур. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности от источника питания с напряжением холостого хода (50±5)
От 320 ₽

Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества легированных электродов над чисто вольфрамовыми (WP) при сварке на постоянном токе. Тем не менее торий — радиоактивный металл низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно небольшие выделения тория при эпизодической сварке, как показала практика, не являются фактором риска.
От 1 550 ₽

Электроды по меди Комсомолец-100 ГОСТ 9466-75 ТУ 1272-005-50133500-2008 Комсомолец-100 Основное назначение Для сварки и наплавки изделий из меди марок М1, М2, М3. Возможна сварка меди со сталью. Сварка в нижнем и наклонном положении постоянным током обратной полярности. Рекомендуемое значение тока (А) Диаметр, мм Положение шва нижнее 3.0 - 90-110 4.0 - 120-140 5.0 - 170-190 Характеристики плавления электродов по меди Коэффициент наплавки, г/Ач - 14 Расход электродов на 1 кг наплавленного металла, кг - 1,6
От 621 ₽