Еще скидки на Электроды Для Сварки

Катод P-80 является одной из основных расходных частей плазменных резаков TECH P-80, отвечающих за ионизацию газа и формирование плазменной струи под действием электромагнитных сил. Данный катод используются в широком спектре при стандартных условиях выполнения работы с хорошей доступностью к месту реза. Катод состоит из двух частей: вставка и корпус. Корпус обеспечивает отвод тепла.
От 468 ₽
Электроды УОНИ 13/55 Монолит Plasmatec с основным покрытием(с железным порошком) предназначены для сварки во всех пространственных положениях, кроме сверху-вниз, ответственных конструкции и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечить высокую стойкость сварных соединений против горячих трещин.
От 1 023 ₽

Электрод представляет собой металлический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. Сварочные электроды Ресанта предназначены для ручной дуговой сварки стальных конструкций переменным или постоянным током. Данные электроды могут применяться как в быту, так и для сварки ответственных конструкций из углеродистой стали с массовой долей углерода до 0,25%. Сварка возможна в различных пространственных положениях, кроме сварки на спуск.
От 440 ₽

Электрод МР-3 люкс МЭЗ 00001966 используется для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей, с сопротивлением разрыву до 500 МПа. Подходит для формирования швов с высокими требованиями. Работы проводятся на постоянном токе обратной полярности и на переменном токе. Подходит для всех пространственных положений: Нижнее 90-130 А; Вертикальное 80-110 А; Потолочное 80-110 А; Вертикальное сверху-вниз 120-150 А.
От 569 ₽

Универсальные вольфрамовые электроды EWC WL-15 предназначены для сварки всех типов сталей и сплавов на переменном и постоянном токе прямой полярности. Представляют собой пруток сплошного круглого сечения с окрашенным для идентификации кончиком золотого цвета. Изготавливаются комбинированным способом - спекание, ковка на ротационной ковочной машине из заготовок, волочение.
От 720 ₽

AG E-46 PREMIUM, это рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Электрод AG E-46 PREMIUM обладает следующими преимуществами: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва. На рентгенографии шов имеет равномерную, мелкозернистую структуру.
От 482 ₽

Электроды As P 308L используются для сварки вертикальных швов по легированным маркам стали 03Х18Н11, 06Х18Н11 и др. Электроды диаметром 3,2 мм, рассчитанные на сварочный ток 75-115 ампер. Электроды предлагаются в фирменной упаковке по 5 штук. Преимущества: - Высокое качество сварного шва, в том числе прочность и устойчивость к коррозии. - Возможность использования с бытовыми и профессиональными сварочными аппаратами. - Выдерживают энергию удара до 80 Дж.
От 1 867 ₽

Электроды по меди Комсомолец-100 ГОСТ 9466-75 ТУ 1272-005-50133500-2008 Комсомолец-100 Основное назначение Для сварки и наплавки изделий из меди марок М1, М2, М3. Возможна сварка меди со сталью. Сварка в нижнем и наклонном положении постоянным током обратной полярности. Рекомендуемое значение тока (А) Диаметр, мм Положение шва нижнее 3.0 - 90-110 4.0 - 120-140 5.0 - 170-190 Характеристики плавления электродов по меди Коэффициент наплавки, г/Ач - 14 Расход электродов на 1 кг наплавленного металла, кг - 1,6
От 621 ₽

Электрод МР-3 Ресанта 71/6/20 предназначен для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых сталей. Сварка проводится во всех пространственных положениях постоянным током прямой или обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5) В. Параметры: Расход электродов на 1 кг наплавленного металла — 1.7 кг; Временное сопротивление разрыву — 450 МПа; Относительное удлинение — 18%; Ударная вязкость — 78 Дж/см2; Коэффициент наплавки — 8.5 г
От 440 ₽

Тип покрытия – рутилово-целлюлозное. Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод отличается относительно слабой чувствительностью к ржавчине, грунтовке, цинковым покрытиям и т. п.
От 800 ₽
Электрод Монолит РЦ(Е46) d3.0 (2.5кг) - это универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей. Коэффициент наплавки 8,5 - 9,5 г/А. ч. Расход электродов на 1 кг наплавленного металла 1,75 кг.
От 2 138 ₽
Электроды рутиловые для сварки Флагман 3мм 1кг - это профессиональные электроды, созданные специально для сварки низкоуглеродистой стали. Они идеально подходят для использования с полуавтоматическими сварочными аппаратами и обеспечивают надежную защиту от шлака. Одной из главных особенностей этих электродов является их хорошее горение дуги. Благодаря этому, сварка с их использованием становится более эффективной и качественной.
От 336 ₽

Сварочными электродами АНО-21 возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 1÷5мм, во всех пространственных положениях. Возможно использование электродов для сварки корневого шва металла большей толщины. Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла
От 584 ₽

Сварочные электроды ST 308L-16 – это электроды с кисло-рутиловым типом покрытия со сверхнизким содержанием углерода, предназначены для сварки нержавеющей стали. Электроды обеспечивают высокое качество сварки с минимальным разбрызгиванием, легкое отделение шлака. Преимущества электродов: Электроды отличаются стойкостью к появлению горячих трещин. Металл шва устойчив к межкристаллитной коррозии при температуре до 300°С.
От 2 333 ₽
Обладают высокой адгезией. При соблюдении условий хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка при температуре 90-100°С в течении 30 мин (для ø 2,5 и 3,0 мм) и 120-130°С в течении 1 часа (для ø 4,0 и 5,0 мм) Коэффициент наплавки электродов ПЭОК-46.00 флагман – 8,5-9,2 г/А*час. Расход электродов на 1 кг наплавленного металла у ПЭОК-46.00 флагман – 1,69 кг. Для лучшего первичного поджига на торцы электродов ПЭОК-46.00 флагман нанесён ионизирующий слой.
От 502 ₽

Основное назначение сварочных электродов. Электроды марки АНО-21 тип Э46 по ГОСТ 9467-75 предназначены для сварки конструкций из углеродистых сталей по ГОСТ 380-2005 (Ст0, Ст1, Ст2, Ст3 всех степеней раскисления – »КП», »ПС», »СП») и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10, 10пс, 15кп, 15пс, 15, 20пс, 20кп, 20). Сварочными электродами АНО-21 øø2, 2,5 и 3мм возможно сваривать стыковые, угловые и нахлесточные швы металлоконструкций из металла толщиной 1÷5мм, во всех пространственных положениях.
От 455 ₽

Электроды МР-3С сзсм предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 370 МПа. Сварку производят на короткой длине дуги, допускается сварка на средней длине дуги. Прокалка перед сваркой: 100±10°C 1 час Параметры: Диаметр - 3 мм; Расход электродов на 1 кг наплавленного металла - 1.7 кг; Временное сопротивление разрыву - 450 Мпа; Относительное удлинение - 22%; Предел текучести, МПа - 370; Коэффициент наплавки - 8.5 г
От 489 ₽

Универсальный электрод ASKAYNAK AS R-143, гарантирующий отличную свариваемость, высокое качество и прекрасный внешний вид сварного шва. Универсальный электрод общего назначения для сварки металла - заборы, навесы, теплицы, каркасы, отводы, мелкий ремонт, монтаж. Широко применяется в машиностроении, судостроении, станкостроении. Характеризуется низким уровнем газообразования и разбрызгивания металла во время сварки, легким первоначальным и повторным возбуждением дуги, удалением шлаковой корки.
От 2 439 ₽

Электроды АНО-21 обладают высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке во всех пространственных положениях. Коэффициент наплавки: 7.08 г/А-ч. Коэффициент разбрызгивания: 24%. Выход металла: 63-68%. Расход электродов на 1 кг наплавленного металла: 1.65 кг.
От 2 147 ₽

Электроды МР-3С Тантал предназначены для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 490 МПа, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварку рекомендуется вести короткой или средней дугой. Допускают удлинение дуги, а так же сварку ржавого и плохо очищенного от окислов и других загрязнений металла. Электроды обеспечивают легкое перекрытие зазоров.
От 1 758 ₽
Основное назначение электродов ОЗС-12 Сварка ответственных конструкций из углеродистых сталей с временным сопротивлением до 450 МПа во всех пространственных положениях шва переменным током и постоянным током прямой полярности. Рекомендуемое значение тока (А) Положение шва Диаметр, мм Нижнее Вертикальное Потолочное 1,6 20-40 15-30 15-30 2,0 40-70 40-60 40-60 2,5 70-100 60-70 60-70 3,0 80-140 70-90 70-90 4,0 160-200 120-150 120-140 5,0 180-220 150-180 - 6,0 200-250 - - Характеристики плавления электродов
От 734 ₽

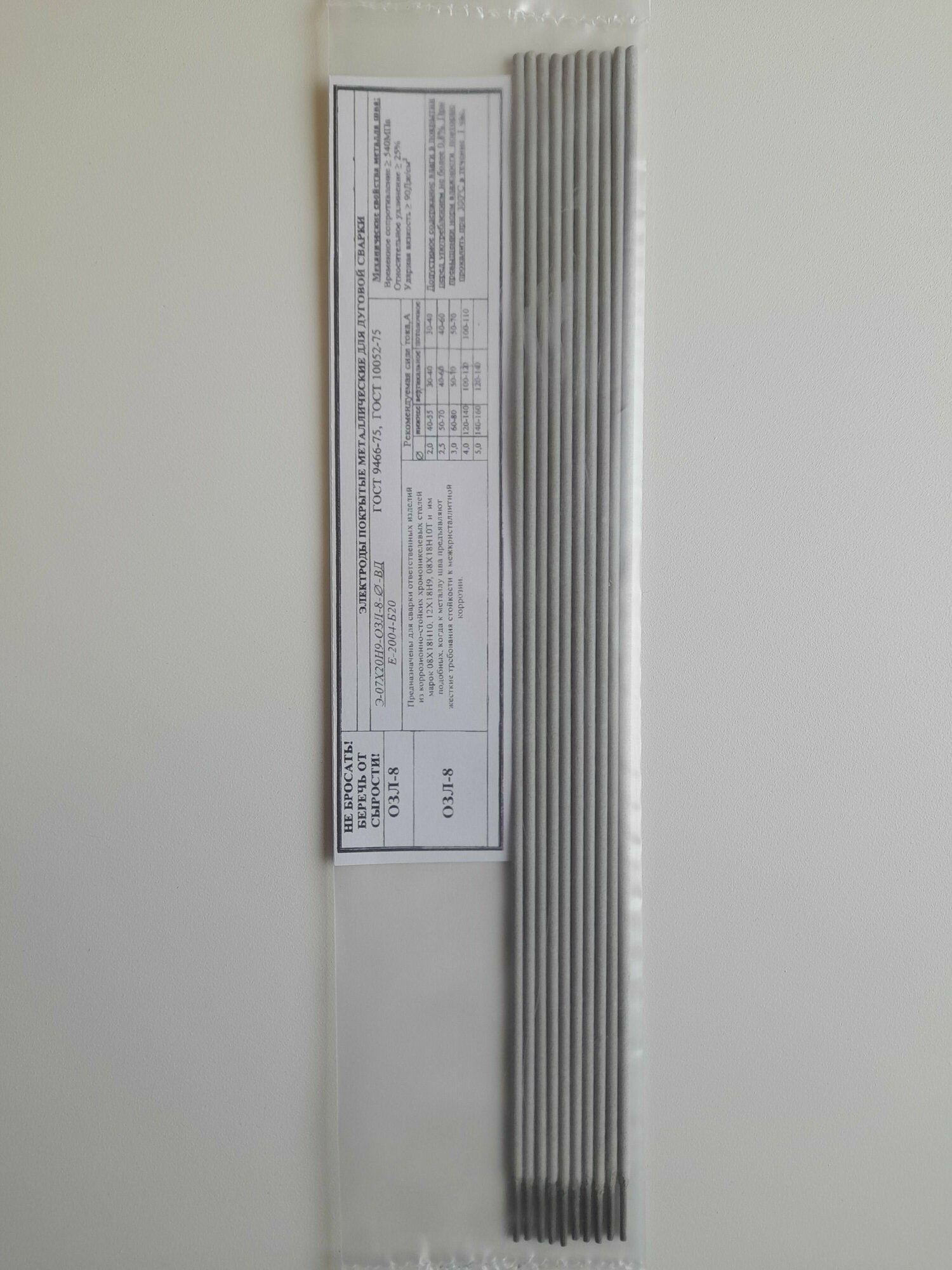
Электроды ОЗЛ-8 предназначены для сварки изделий из коррозионно-стойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии. Сварка во всех пространственных положениях шва постоянным током обратной полярности.
От 330 ₽

ОК 46.00 – электрод, который варит САМ! Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Тип покрытия – рутилово-целлюлозное.
От 1 500 ₽