
Скидка 34% на Электрод Для Сварки Нержавейки 308l Д2,0Мм (1Кг)
Цена: 1596 ₽Еще скидки на Электроды Для Сварки
Электроды сварочные ультра d=3,0 (1кг) МЭЗ предназначены для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, во всех пространственных положениях. Отличается от аналогичных электродов рутилового покрытия значительно высокими сварочно-технологическими свойствами, такими как легкое начальное и повторное зажигание, мягкое и стабильное горение дуги, минимальное разбрызгивание металла, высокое проплавление основного металла
От 480 ₽

Сварочные электроды эсаб АНО-21 диаметр 2мм длина 300мм, (артикул 3903202WD0, пачка 2кг) для сварки рядовых и ответственных конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования.
От 1 697 ₽
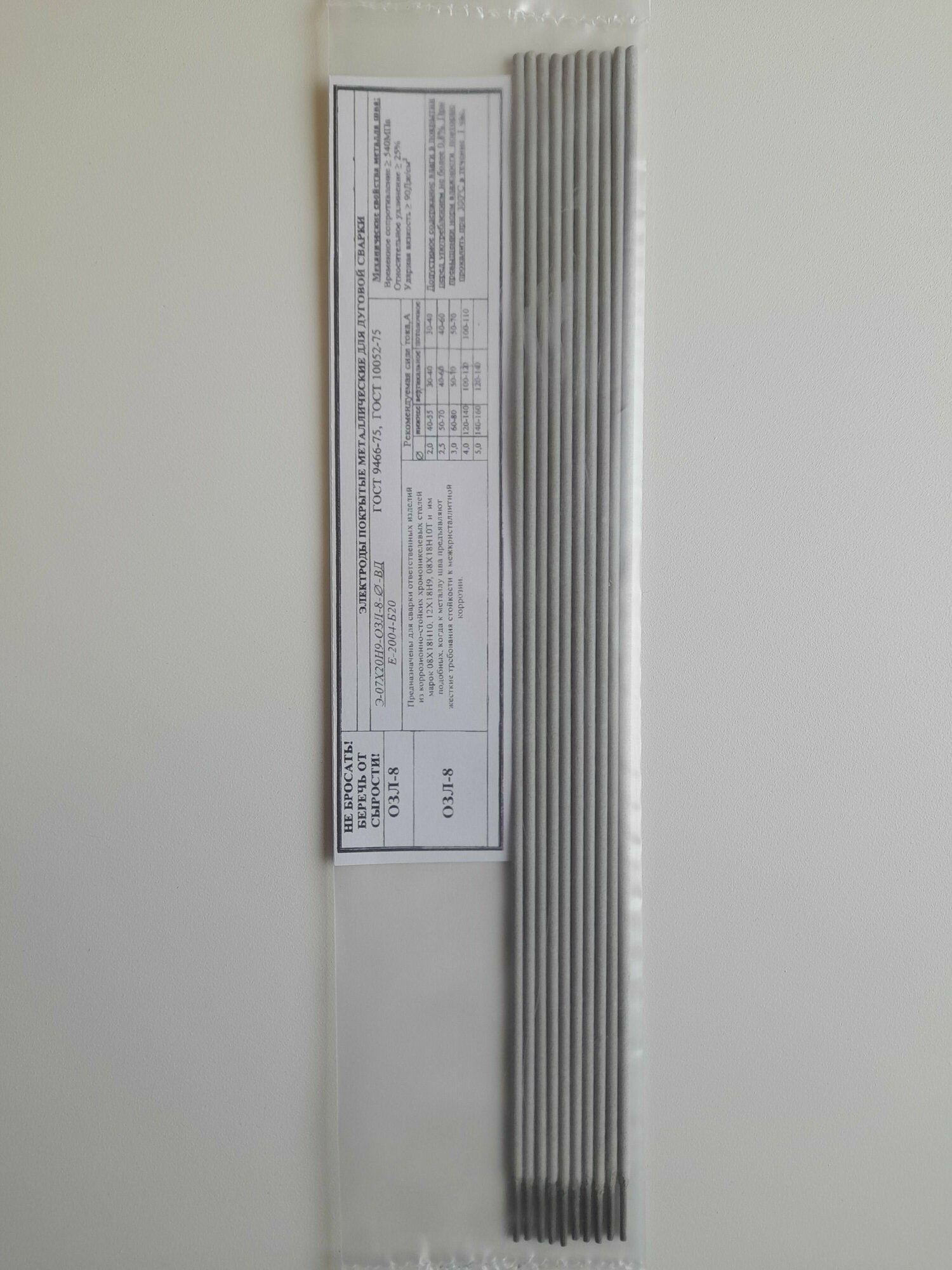
Электроды ОЗЛ-8 предназначены для сварки изделий из коррозионно-стойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии. Сварка во всех пространственных положениях шва постоянным током обратной полярности.
От 330 ₽

Рутил-целлюлозные электроды MP-3C диаметром 4 мм и длиной 450 мм применяются для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности. Обеспечивают высокое качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла.
От 950 ₽

Универсальные вольфрамовые электроды EWC WL-15 предназначены для сварки всех типов сталей и сплавов на переменном и постоянном токе прямой полярности. Представляют собой пруток сплошного круглого сечения с окрашенным для идентификации кончиком золотого цвета. Изготавливаются комбинированным способом - спекание, ковка на ротационной ковочной машине из заготовок, волочение.
От 1 864 ₽
Угольные омедненные электроды применяются для воздушной дуговой резки и строжки металлов (сталь, в том числе нержавеющая, чугун, медь и ее сплавы). Также с их помощью производят сварку металлов и медных проводов, удаляют дефекты металлических листов и литья, срезают заклепки и прорезают отверстия. Угольный омедненный электрод - это стержень, изготавливаемый из синтетического графита, и покрыт чистой медью для лучшей электропроводности.
От 571 ₽
Описание: Диаметр: 3 мм Вид покрытия: рутиловое Род тока: переменный или постоянный ток обратной полярности Направление сварки: во всех пространственных положениях, кроме вертикального сверху вниз Шов: высокий товарный вид швов, хорошая отделяемость шлаковой корки. Квалификация сварщика: начальный уровень, подходит для обучения. Изготовитель: Россия Продукция не подлежит обязательной сертификации Вес упаковки: 1 кг. Минимальная партия: 1 кг (1 упаковка)
От 300 ₽

Электрод сварочный ЗУБР Профессионал ЗОК-46 с рутил-целлюлозным покрытием 2.5х350 мм 40031-2.5 изготовлен в россии на современном высокотехнологичном оборудовании по оригинальной технологии и рецептуре в соответствии с ГОСТ 9466-75. Рутил-целюлозные электроды ЗУБР ЗОК-46 для электродуговой сварки ответственных конструкций из углеродистых низколегированных сталей во всех пространственных положениях.
От 1 058 ₽

Электроды МР-3С сзсм предназначены для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 370 МПа. Сварку производят на короткой длине дуги, допускается сварка на средней длине дуги. Прокалка перед сваркой: 100±10°C 1 час Параметры: Диаметр - 3 мм; Расход электродов на 1 кг наплавленного металла - 1.7 кг; Временное сопротивление разрыву - 450 Мпа; Относительное удлинение - 22%; Предел текучести, МПа - 370; Коэффициент наплавки - 8.5 г
От 489 ₽

Пруток для ТIG–сварки Castolin CastoTig 45802 W используется для стыковой сварки близких по химическому составу и однородных сплавов AlMg и соответствующих материалов с высоким содержанием углерода. Хорошая коррозионная стойкость в окружающей среде и морской воде, низкоконцентрированной азотной кислоте и растворе натрия. Высокая пластичность и высокий предел текучести. Поддается резке и шлифованию. Рекомендуемая рабочая температура от -195° С до100° С.
От 900 ₽


Электроды Т-590 используют для наплавки деталей, работающих, в основном, в условиях механического воздействия и высоких нагрузках, т. е. там, где нужна повышенная прочность. Данный вид электродов возможно применять для постоянного и переменного тока. Особенности электродов Т-590: Диаметр 4,0 мм Перед наплавкой рекомендуется прокалка электродов при 180-200°С, около 2х часов Полученный материал обладает высокой степенью износостойкости Общий сварочный шов имеет склонность к образованию мелких трещин, что
От 450 ₽

Сварка жаростойких сталей марок 20Х23Н13, 20Х23Н18 и им подобных, работающего в окислительных средах при температуре до 1000°С. Возможна сварка хромистых сталей типа 15Х25Т и стали марки 25Х25Н20С2, а также сварка углеродистых и низколегированных сталей с высоколегированными аустенитными сталями. Сварка в нижнем, вертикальном и потолочном положениях шва постоянным током обратной полярности.
От 750 ₽

Электроды ЦЧ-4 предназначены для холодной сварки, ремонтной наплавки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугунов, а также сварки таких чугунов со сталью. Еще их используют для наплавки первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может
От 1 535 ₽

Электроды угольные применяют для обработки металлов, в том числе для удаления дефектов литья, терморихтовки, строжки и т. д, также они могут использоваться для сварки электрических медных проводов. Монтаж электропроводки не обходится без угольного электрода для сварки медных проводов. Такой способ – альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя.
От 600 ₽

Обладают высокой адгезией. При соблюдении условий хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка при температуре 90-100°С в течении 30 мин (для ø 2,5 и 3,0 мм) и 120-130°С в течении 1 часа (для ø 4,0 и 5,0 мм) Коэффициент наплавки электродов ПЭОК-46.00 флагман – 8,5-9,2 г/А*час. Расход электродов на 1 кг наплавленного металла у ПЭОК-46.00 флагман – 1,69 кг. Для лучшего первичного поджига на торцы электродов ПЭОК-46.00 флагман нанесён ионизирующий слой.
От 502 ₽

Описание Электроды УОНИ 13/55 сзсм предназначены для сварки методом MMA ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности. Наплавленный металл образует ровный и высококачественный шов, стойкий к образованию кристаллизационных трещин.
От 1 000 ₽

Электроды Спецэлектрод МР-3С предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности. Достигается отличное качество сварных соединений в монтажных условиях при сварке неповоротных стыков трубопроводов, а так же при постановке прихваток.
От 346 ₽
Сварочные электроды Golden Bridge Т-50 (J422, J40.50) d 3.2 мм 5 кг Название: Т-50 (J422, J40.50) Аналоги: МР-3, АНО-21 AWS: GB/T 5117 E4303 Тип покрытия: титано-кальциевое. T-50 является электродом с современной формулой состава покрытия. Имеет отличные сварочно-технологические и механические свойства: стабильное горение дуги, низкий уровень разбрызгивания, отличную отделяемость шлака и хороший внешний вид шва.
От 1 021 ₽

Электроды Golden Bridge T-50 основные с комбинированным титаново -кальциевым покрытием. Применяются для сварки изделий из конструкционных низкоуглеродистых и низколегированных сталей с пределом прочности 430 МПа. Производство Golden Bridge (Китай). Аналог электродов МР-3, АНО-4, АНО-21, условно соответствуют AWS A5.1: E6013. Сертификат НАКС в наличии. Сварка во всех пространственных положениях. Тип тока AC/DC.
От 297 ₽

Данный электрод (аналог ESAB OK-46) предназначен для сварки углеродистых и низколегированных сталей. Имеют рутиловое покрытие. Отличаются высокой вязкостью металла шва и высокой скоростью сварки на вертикальной плоскости, также выделяют на 20% меньше дыма, чем другие электроды с рутиловым покрытием. Практически отсутствует разбрызгивание основного метала шва. Электроды S-6013. LF для ручной дуговой сварки соответствуют ГОСТ 9466-75 и 9467-75. Длина электродов: 35 см.
От 1 465 ₽