Скидка 20% на Сварочные Электроды Уони 13/55 Д3 (1 Кг) Хобэкс
Цена: 400 ₽Еще скидки на Электроды Для Сварки

Универсальный электрод общего назначения для сварки углеродистых и низколегированных сталей. Отличается высокой вязкостью металла шва, высокой скоростью сварки на вертикальной плоскости. Рекомендуется для сварки тяжело нагруженных конструкций из указанных сталей и судовых сталей, гальванопокрытых листов. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
От 2 613 ₽
Подходит для комфортной сварки тонких листов и профилей. Широко используется в мастерских по ковке, столярных мастерских. Подходит для сварки автомобильных, кузовных, выхлопных узлов, сельскохозяйственных инструментов и оборудования. Возможность безопасной сварки трубопроводов, при изготовлении резервуаров и котлов. Удобная и комфортная сварка в личных целях. Аккуратные и бездефектные сварочные швы при сварке в трудных пространственных положениях. Легкое отделение шлака со швов включая угловые.
От 430 ₽

Электроды 2 мм MAGMAWELD ESR 11 сварочные, уп. 1 кг арт. эл0032 Сварочные электроды рутил-целлюлозного типа ESR 11 компании MAGMAWELD используются для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Преимущества: · Прост в применении для сварки в любой позиции, включая сварку сверху вниз. · Отличная заполняющая способность.
От 625 ₽

Электроды ОК 46.00 - универсальные сварочные электроды обеспечивают высокие свойства сварного шва. Легко поджигаются, в том числе и повторно. Они идеальны для выполнения прихваток, коротких и корневых швов. Сварка электродами отличается пониженным тепловложением, что делает их привлекательным при заварке широких зазоров, особенно на монтаже. Широко применяется при сварке листов с гальваническим покрытием.
От 550 ₽

Электроды для сварки по чугуну d 3,0 ОЗЧ-2 (5шт) профессионал - это высококачественный инструмент для профессионалов и любителей сварки. Электроды предназначены для сварки чугуна, что делает их незаменимым инструментом для работы с этим сложным и неподатливым материалом. Диаметр электрода составляет 3.0 мм, что обеспечивает отличное качество сварки и стабильность процесса. Длина электрода составляет 35.0 мм, что позволяет работать с различными видами сварки, включая AC/DC.
От 528 ₽

Электроды Tigarbo АНО-21 предназначены для сварки углеродистой стали электродуговым способом. Электроды с рутиловым покрытием имеют высокие сварочно-технологические характеристики и отличаются легким возбуждением, стабильным горением дуги. Они формируют аккуратный металлический шов при сварке в любом пространственном положении. Килограмм электродов для ручной дуговой сварки Tigarbo АНО-21 предлагается вам в фирменной картонной упаковке.
От 379 ₽

Основное назначение. Электроды с основным покрытием предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Сварка во всех пространственных положениях на постоянном токе обратной полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов.
От 248 ₽

Электрод Кратон 1 19 01 006 предназначен для ручной дуговой сварки ответственных конструкций из углеродистых сталей. Электроды изготовлены в соответствии с ГОСТ 9466-75, 9467-75. Соответствуют электродам типа – Э42. Параметры: Временное сопротивление разрыву — 420 МПа; Относительное удлинение — 22%. Химический состав наплавленного металла: C: ≤ 0.12%; Mn: 0.3-0.6%; Si: 0.25%; S: ≤ 0.035%; P: ≤ 0.04%.
От 795 ₽

Электрод вольфрамовый WC-20 предназначен для аргонодуговой сварки. -Используется для сварки меди, титана, молибдена, нержавеющей стали и прочих схожих металлов. -Подходит для сварочных работ постоянным и переменным током (AC/DC). -Отличается высокими эксплуатационными свойствами и имеет незначительный расход во время сварочного процесса. -В составе вольфрамового электрода имеется примесь оксида церия (2%). - Количество в упаковке — 10 шт.
От 1 009 ₽

Электроды АНО-21 улучшенной рецептуры для сварки рядовых и ответственных конструкций из углеродистых и низколегированных сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
От 706 ₽

Основное назначение. Электроды с основным покрытием предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Сварка во всех пространственных положениях на постоянном токе обратной полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов.
От 320 ₽

Электроды c рутиловым покрытием для сварки изделий из конструкционных низкоуглеродистых cталей с пределом прочности 430 Мпа. Производство Golden Bridge (Китай). Аналог электродов ESAB OK 46.00, условно соответствуют AWS A5.1: E6013. Сварка во всех пространственных положениях. Тип тока AC/DC. Дуга при сварке легко контролируется, обладает глубоким проплавлением, особенно при сварке в положении сверху-вниз. Сварочная ванна быстро кристаллизуется.
От 560 ₽

Турецкие сварочные электроды Magmaweld ESB-48 (полный аналог УОНИ-13/55) для углеродистой стали. Используется для сварки конструкций, подвергающихся динамическим нагрузкам такие как: мосты крупные металлоконструкции в судостроении при монтаже трубопроводов при изготовлении резервуаров и сосудов под давлением, котлов и машин. Имеет коэффициент выхода металла 115%. Смешиваясь с основным металлом, позволяет получить ровный и чистый сварной шов без дефектов прожига основного металла.
От 1 391 ₽
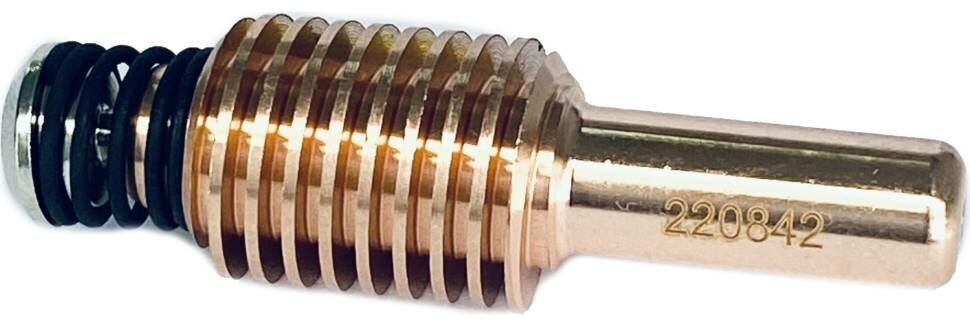
Электрод 220842 45-105 А. Упаковка 5 шт. Артикул 220842 Расходные детали резака Hypertherm Powermax 45XP/65/85/105/Duramax Сила тока, А - 10-105 Применение: Для низкоуглеродистой стали, Для нержавеющей стали, Для алюминия Подходит к системам Powermax 45XP/65/85/105 и предназначен для механизированной плазменной резки с ЧПУ, ручной резки, а также строжки металла. Расходники для плазмы 220842 рассчитаны на резку металла толщиной до 50 мм на токах от 10 до 105 ампер.
От 1 560 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – КП, ПС, СП и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки – 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла - 1,7 кг.
От 825 ₽
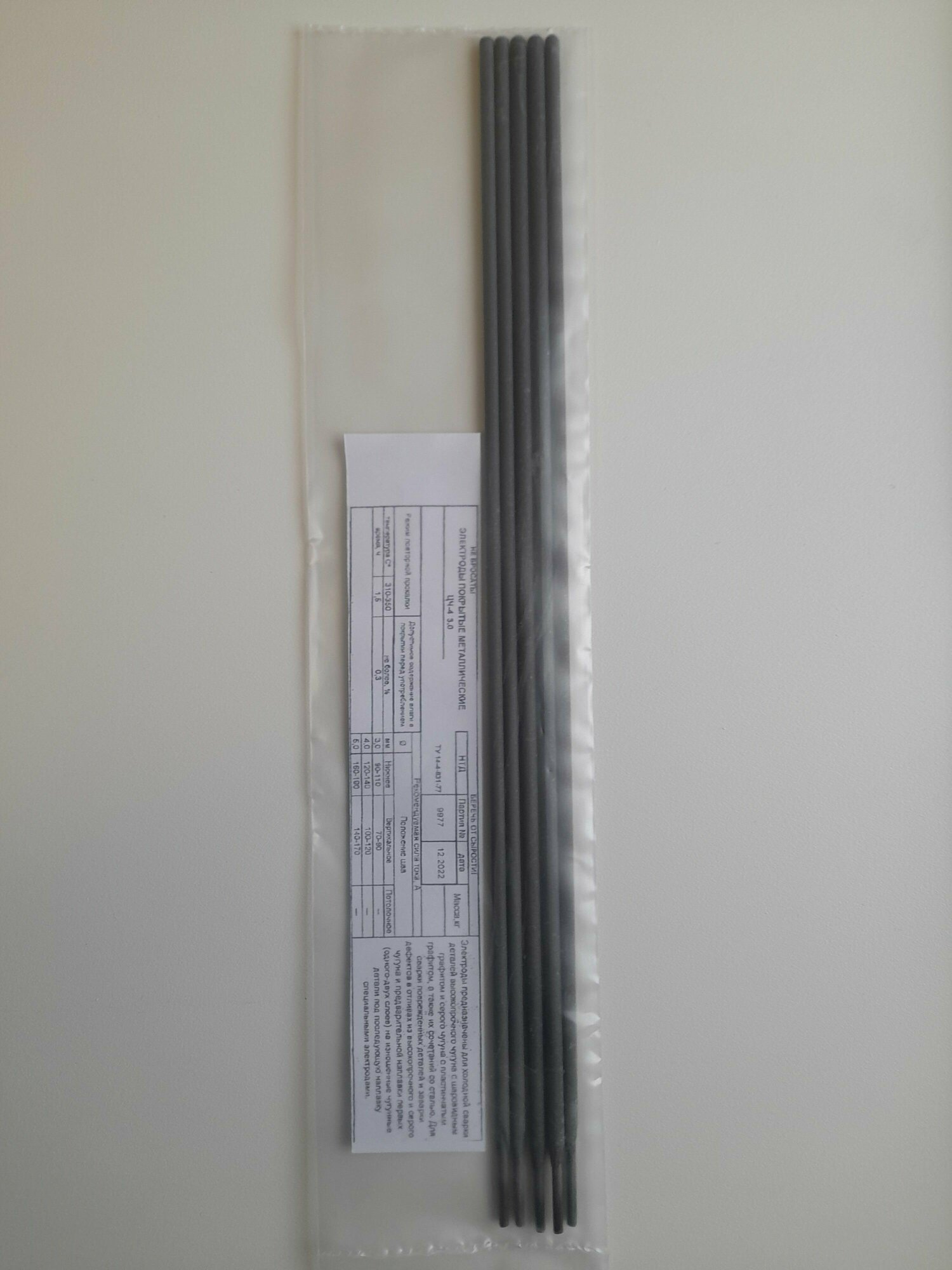
Электроды предназначены для ручной дуговой сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом и их сочетаний со сталью без предварительного подогрева, а также для сварки повреждённых деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоёв на изношенные детали под последующую наплавку специальными электродами.
От 350 ₽

Катод P-80 является одной из основных расходных частей плазменных резаков TECH P-80, отвечающих за ионизацию газа и формирование плазменной струи под действием электромагнитных сил. Данный катод используются в широком спектре при стандартных условиях выполнения работы с хорошей доступностью к месту реза. Катод состоит из двух частей: вставка и корпус. Корпус обеспечивает отвод тепла.
От 468 ₽
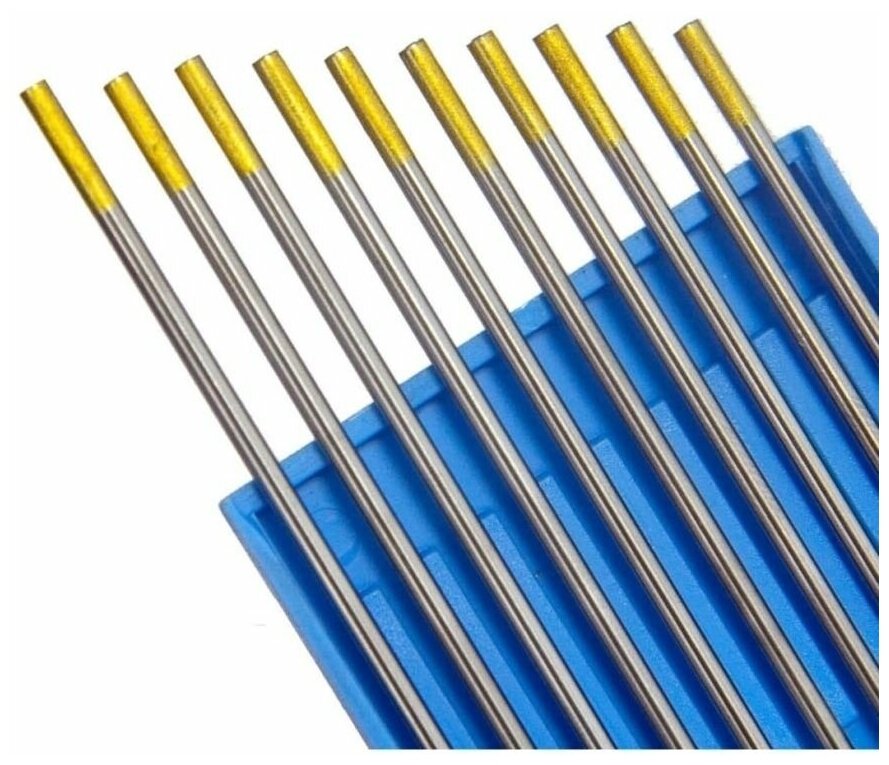
-Электрод WL-15 предназначен для сварки методом TIG в среде инертных газов. -Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. -Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 678 ₽
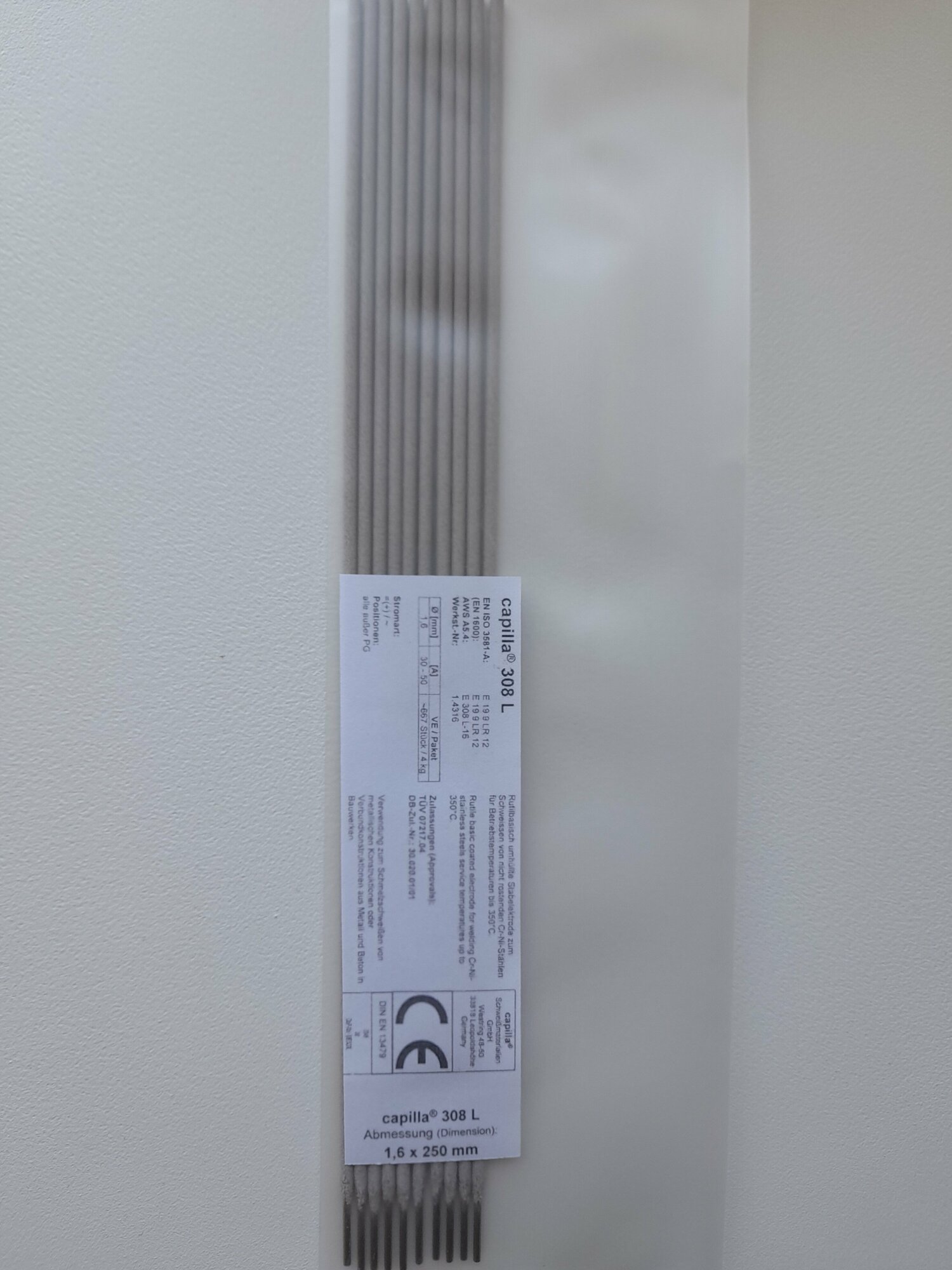
KONTAKT 210 E 316 L Рутилово-основной электрод с молибденом и малым содержанием углерода(тип Cr-Ni-Mo) для сварки нержавеющей стали . Хорошая противокоррозийная устойчивость в газах и растворах(до 850°С), в кислотах(уксусной, бензойной, лимонной, азотной, стеариновой, серной, фосфорной).
От 500 ₽

Преимущества сварочного электрода NITTETSU: Аттестованы НАКС на группы технических устройств: ГДО, ГО, ко, МО, нгдо, отог, охнвп, ПТО, СК. Включены в реестры ПАО Транснефть и ПАО Газпром. Низкое содержание диффузионного водорода. Полярность - AC/DC (±). Сварка корневого прохода на низком токе с высокой стабильностью дуги и гарантированным формированием обратного валика без пор и прожогов. Легкость формирования шва при многопроходной сварке заполняющих слоев.
От 5 383 ₽

W (Вольфрам) 98% La²O³ (Оксид лантана)2% Качество ground finish Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожигам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1-2 % оксида лантана увеличивает максимальный ток, износ электрода на 50 % меньше чем у чистого вольфрамового электрода. Лантановые электроды более долговечны и меньше загрязняют сварной шов.
От 630 ₽

Электроды Спецэлектрод МР-3С предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности. Достигается отличное качество сварных соединений в монтажных условиях при сварке неповоротных стыков трубопроводов, а так же при постановке прихваток.
От 346 ₽

Рутил-целлюлозные электроды МР-3С предназначены для сварки ручной дуговой сваркой низколегированных и среднеуглеродистых сталей. Тип электродов МР-3С подходит для работы на ответственных и нагруженных металлоконструкциях. Покрытие у электрода МР-3С — рутил-целлюлозное. На металлический сердечник в порошкообразном виде нанесен рутиловый концентрат добываемого элемента, основную массу которого составляет диоксид титана (TiO2).
От 779 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – “КП”, “ПС”, “СП” и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки – 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла 1,7 кг. Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм.
От 1 400 ₽