
Еще скидки на Электроды Для Сварки
Изделие: Электроды; Габариты, мм: 460х40х45; Вес, кг: 1; Объем товара, м3: 0.000828; Покрытие: рутилово-целлюлозное; Страна производства: Россия; Тип сварки: MMA; Длина, мм: 450; Напряжение холостого хода, В: 50±5; Свариваемый материал: углеродистая сталь (содержание углерода до 0,25%); Марка электрода: МР-3; Пространственное положение: любое, кроме вертикального; Тип сварочного тока: постоянный обратной полярности или переменный; Режим прокалки: при 170-200С - 1 час; Коэффициент наплавки, г/Ач: 8,5; Расход
От 279 ₽


Электрод уонии 13/55 ESAB предназначен для сварки методом MMA ответственных конструкций из углеродистых и низколегированных сталей. Сварка ведется во всех пространственных положениях. Работы следует проводить постоянным током на короткой дуге. Металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода.
От 2 983 ₽

Электрод ОК 46.00 3 мм ESAB предназначен для сварки методом MMA углеродистых конструкционных и судовых сталей. Сварка ведется во всех пространственных положениях. Работы следует проводить на постоянном токе обратной полярности и переменным током. Наплавленный металл образует ровный и высококачественный шов. Электрод широко применяется при сварке листов с гальваническим покрытием. Не чувствителен к ржавчине и поверхностным загрязнениям.
От 609 ₽

Электрод МР-3 МЭЗ Ц0031929 предназначен для ручной дуговой сварки ответственных конструкций из углеродистых сталей с содержание углерода до 0.25% и временным сопротивлением разрыву до 490 Н/мм2. Сварка проводится во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током. Длина дуги – средняя, короткая.
От 395 ₽

Электроды марки АНО-21 - универсальный проверенный временем электрод, обладает высокими сварочно-технологическими свойствами: легким возбуждением и стабильным горением дуги при сварке от источника питания с напряжением холостого хода не менее 50 вольт, отделимостью шлаковой корки. Малыми потерями металла от разбрызгивания, хорошим формированием шва во всех пространственных положениях.
От 528 ₽

Серия: FoxWeld Тип электрода : Э46 Диаметр стержня, мм. : 3,0 Покрытие, мм. : 4,4 Диаметр стержня с покрытием, мм. : 7,4 Сопротивление разрыву, Мпа : 490 Предел текучести, Мпа : 380 Относительное удлинение, % : 22 Ударная вязкость, KCU, Дж/см2 : 79 Коэффициент наплавки, г/Ач : 8,5-9,2 Свариваемый материал : углеродистые и низколегированные стали Материал покрытия : рутил-целлюлозное Напряжение холостого хода, В. : 60-80 Коэффициент разбрызгивания металла при сварке, % : 9-13 Вес одного электрода, гр.
От 1 294 ₽

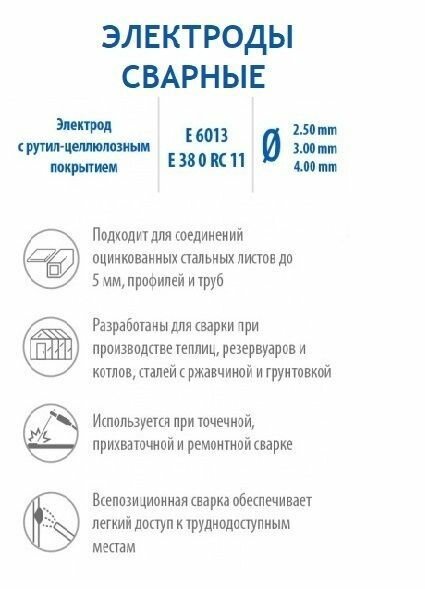
Сварочный электрод ESR 11 пригоден для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Прост в применении для сварки в любой позиции, включая сварку сверху вниз. Обеспечивает превосходное заполнение зазоров. Хорошая заполняющая способность.
От 460 ₽

Электрод Foxweld WL-20 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке алюминия, углеродистых и нержавеющих сталей на переменном и постоянном (AC/DC) токе. Содержит 2% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 470 ₽

AG E-46 PREMIUM, это рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях. Электрод AG E-46 PREMIUM обладает следующими преимуществами: При сварке образует гладкий, равномерный валик наплавленного металла сварного шва. На рентгенографии шов имеет равномерную, мелкозернистую структуру.
От 482 ₽


Электроды сварочные эсаб уонии 13/55 диаметр 3мм длина 350мм пачка 4,5кг Предназначены для сварки особо ответственных изделий из конструкционных низкоуглеродистых и низколегированных сталей. Тип покрытия - основное. Электроды общетехнического назначения, предназначенные для сварки особо ответственных изделий из конструкционных низкоуглеродистых и низколегированных сталей с пределом прочности до 540 МПа и арматурных сталей класса А240 и А300 во всех пространственных положениях, кроме вертикали на спуск
От 1 400 ₽

Тип покрытия – рутиловое. Свариваемые стали: 03Х18Н11, 06Х18Н11, 08Х18Н12Б. 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т. п. Стабилизированный ниобием электрод. Как правило применяется для изделий, работающих при высоких температу- рах. Обеспечивает стойкость металла шва против межкристаллитной коррозии.
От 500 ₽

Электроды Tigarbo АНО-21 предназначены для сварки углеродистой стали электродуговым способом. Электроды с рутиловым покрытием имеют высокие сварочно-технологические характеристики и отличаются легким возбуждением, стабильным горением дуги. Они формируют аккуратный металлический шов при сварке в любом пространственном положении. Килограмм электродов для ручной дуговой сварки Tigarbo АНО-21 предлагается вам в фирменной картонной упаковке.
От 379 ₽
Описание товара: Специальные электроды из высоколегированных сплавов обеспечивают высокую прочность соединения свариваемых деталей, не образуют холодных и горячих трещин, не поддаются окислению и коррозии. Наплавка с высоким содержанием Fe-Cr-Ni имеет аустенитную структуру, упрочнена дельта-ферритом. Высокая способность к растворению позволяет использовать электроды для работы с широкой гаммой сталей, в том числе сталей с неизвестным химическим составом.
От 853 ₽
Электроды Magmaweld отличаются точными высококачественными составами, которые обеспечивают исключительные сварочные характеристики: легкий первичный и повторный поджиг, стабильная дуга, минимальное количество брызг, ровный шов и простое удаление шлака. Позволяют создавать прочный шов без дефектов с высокой стойкостью к коррозии, вибрации и атмосферным факторам. Обеспечивает превосходное заполнение зазоров.
От 671 ₽
Вольфрамовый электрод WZ-8 - это электрод с примесью 0,8% оксида циркония. Отличительный цвет: белый. Предназначен для аргонодуговой сварки алюминия, бронзы, никеля, магния, титана и их сплавов на переменном токе в среде инертных газов. Благодаря цирконию электрод обеспечивает более устойчивую работу на высоких сварочных токах, отличную зажигаемость дуги и длительное время службы в отличие от электродов, выполненных из чистого вольфрама.
От 750 ₽

Электрод BLUE WELD 690130 обеспечивает долговечность точечной сварки за счет того, что исключает плавление между электродом и материалом, а оно происходит между свариваемыми частями. Внимание, изображение товара может отличаться от реального! Верные параметры указаны в технических характеристиках товара.
От 793 ₽

Электроды ЦУ-5 сзсм 7350089 предназначены для сварки методом MMA элементов поверхностей нагрева котлоагрегатов, корневых швов стыков толстостенных трубопроводов из углеродистых и низколегированных сталей. Температура эксплуатации сварных соединений не выше 400°С. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Работы следует проводить на постоянном токе обратной полярности. Наплавленный металл образует ровный и высококачественный шов.
От 1 600 ₽
Электрод вольфрамовый WL-15 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 615 ₽

Основное назначение. Электроды с основным покрытием предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Сварка во всех пространственных положениях на постоянном токе обратной полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов.
От 248 ₽

Основное назначение. Электроды с рутиловым покрытием, предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа. Сварка во всех пространственных положениях на переменном токе и постоянном токе прямой полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов. Производительность (для диаметра 4.0 мм) 7.5 г/(А·ч); 1.2 кг/ч. Расход электродов на 1 кг наплавленного металла 1.7 кг.
От 352 ₽

Электрод предназначен для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 МПа. Сварка проводится во всех пространственных положениях, постоянным током обратной полярности и переменным током. Длина дуги – средняя, короткая. Параметры: Расход электродов на 1 кг наплавленного металла — 1.6 кг; Временное сопротивление разрыву — 460 МПа; Относительное удлинение — 20%; Ударная вязкость — 79 Дж/см2; Коэффициент наплавки — 8 г/Ач.
От 770 ₽