Еще скидки на Электроды Для Сварки
Электроды предназначены для ручной дуговой сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом и их сочетаний со сталью без предварительного подогрева, а также для сварки повреждённых деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоёв на изношенные детали под последующую наплавку специальными электродами.
От 350 ₽
Электрод вольфрамовый WL-15 предназначен для сварки методом TIG в среде инертных газов. Применяется при сварке всех типов сталей и сплавов на переменном и постоянном (AC/DC) токе. Содержит 1.5% оксида лантана. Эта добавка повышает эмиссию, способствует улучшению начального запуска дуги, обеспечивает устойчивую дугу и высокие характеристики повторного зажигания дуги, увеличивает значение максимально допустимого тока.
От 355 ₽

Электроды марки АНО-21 предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, когда к формированию металла шва в различных пространственных положениях предъявляют повышенные требования. Временное сопротивление разрыву до 490 Мпа. Сварка во всех пространственных положениях.
От 1 850 ₽

Электроды диаметром до 2,5 мм применяются для ручной дуговой сварки конструкций из углеродистых марок сталей, угловых, стыковых и нахлёстанных швов конструкций из металла толщиной 1-5 мм во всех пространственных положениях. Преимущества: стабильная сварка от малогабаритных (бытовых) трансформаторов; получение качественных сварных швов даже у начинающих сварщиков; комфортная работа в любых условиях, независимо от пространственного положения; возможность использования для прихваток, коротких и корневых швов
От 650 ₽

Сварочные электроды Foxweld AlSi5 предназначены для работы с алюминиевыми сплавами методом MMA (ручная дуговая сварка). Расфасованы по три штуки в одной упаковки. Foxweld AlSi5 выпускаются согласно технологическому регламенту корпорации Lincoln Electric в Турции и являются одними из лучших электродов для сварки алюминиевых сплавов на российском рынке. Электродами можно производить работы, как с алюминиевыми прокатами, так и с изделиями, произведённые литьём, содержащие 5% кремния.
От 1 331 ₽

Электроды для сварки МР-3 DRAGONKIT рутиловые D 3мм - применяют для сварки угловых, стыковых, нахлёсточных соединений, рядовых и ответственных конструкций из углеродистых сталей во всех пространственных положениях шва переменным током и постоянным током обратной полярности. Электроды МР-3 DRAGONKIT обладают целым рядом преимуществ по сравнению с другими электродами рутилового типа, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, повышенную производительность, легкую
От 534 ₽
Ручные электроды NSSW предназначены для сварки сталей во всех положениях Электрод марки Nittetsu-16W (A5.1, E7016-G, тип Э50/ ГОСТ 9467-75) с покрытием основного типа предназначен для электродуговой сварки во всех положениях трубопроводов и ответственных металлоконструкций из сталей с нормативным пределом прочности до 530 МПа. При сварке корневого шва электрод полностью соответствует характеристикам, принятым в международной сварочной практике, дает образование хорошего обратного валика .
От 490 ₽
Электроды Denzel DER-46 97516 диаметром 4 мм, с рутиловым покрытием, 1 кг в упаковке, предназначены для ручной дуговой сварки деталей из углеродистых сталей при максимальном токе 200 А. Подходят для заготовок толщиной 3-5 мм. Электроды пригодятся для сварочных работ в гараже, мастерской или на даче. ПреимуществаРешение широкого спектра задач — электроды подходят для сварки в любом пространственном положении как при постоянном, так и переменном токе.
От 499 ₽

W (Вольфрам) 98% La²O³ (Оксид лантана)2% Качество ground finish Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожигам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1-2 % оксида лантана увеличивает максимальный ток, износ электрода на 50 % меньше чем у чистого вольфрамового электрода. Лантановые электроды более долговечны и меньше загрязняют сварной шов.
От 630 ₽

Основное назначение. Электроды с рутилово-основным покрытием, предназначены для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 490 МПа. Сварка во всех пространственных положениях на переменном токе и постоянном токе обратной полярности.
От 413 ₽
Электроды Монолит РЦ Plasmatec это универсальные электроды для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по дсту 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс
От 505 ₽
AG E-46 Premium - это рутиловый высококачественный электрод, обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки конструкций из углеродистой и низколегированной стали. AG E-46 Premium - используется для сварки крупных металлических тяжело нагруженных конструкций и технологического оборудования, для сварки трубопроводов, а так же в судостроении и строительной промышленности.
От 460 ₽

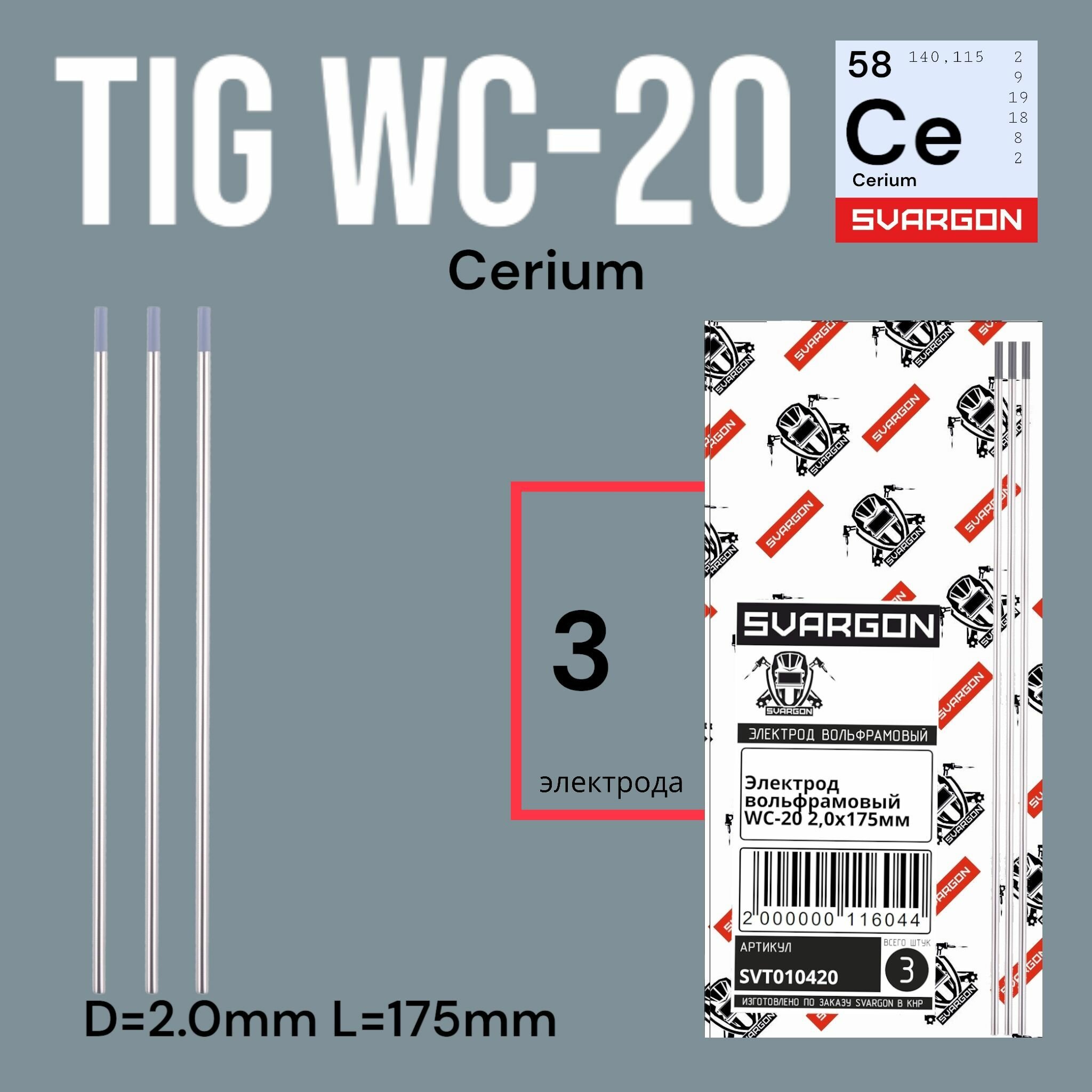
Электрод с содержанием оксида церия CeO2 (массовое содержание от 1,8 до 2,2 %). Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Обладают быстрым поджигом дуги дуга устойчива даже на минимальных токах. Вольфрамовые электроды этой марки рекомендуется использовать в коротких сварочных циклах при малых значениях тока. Применяются для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
От 458 ₽

Электрод Ресантадля ИПР-25, ИПР-40 Электрод Ресанта 71/6/7 предназначен для плазменных резаков ИПР-25, ИПР-40. Применяется для ионизации газа и формирования плазменной струи под действием электромагнитных сил. Электрод изготовлен из материала с высокой теплопроводностью, что обеспечивает высокий уровень охлаждения.
От 617 ₽

Электрод предназначен для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 МПа. Сварка проводится во всех пространственных положениях, постоянным током обратной полярности и переменным током. Длина дуги – средняя, короткая. Параметры: Расход электродов на 1 кг наплавленного металла — 1.6 кг; Временное сопротивление разрыву — 460 МПа; Относительное удлинение — 20%; Ударная вязкость — 79 Дж/см2; Коэффициент наплавки — 8 г/Ач.
От 770 ₽

Данный электрод (аналог ESAB OK-46) предназначен для сварки углеродистых и низколегированных сталей. Имеют рутиловое покрытие. Отличаются высокой вязкостью металла шва и высокой скоростью сварки на вертикальной плоскости, также выделяют на 20% меньше дыма, чем другие электроды с рутиловым покрытием. Практически отсутствует разбрызгивание основного метала шва. Электроды S-6013. LF для ручной дуговой сварки соответствуют ГОСТ 9466-75 и 9467-75. Длина электродов: 35 см.
От 1 599 ₽

Описание Универсальный электрод общего назначения для сварки углеродистых и низколегированных сталей. Отличается высокой вязкостью металла шва, высокой скоростью сварки на вертикальной плоскости. Рекомендуется для сварки тяжело нагруженных конструкций из указанных сталей и судовых сталей, гальванопокрытых листов. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
От 590 ₽

Электроды RS-48.18 Сварочные электроды RS 48.18 - это электроды с основным типом покрытия с железным порошком, предназначены для сварки углеродистой и низколегированной стали. Преимущества электродов Электроды характеризуются высокими сварочно-технологическими свойствами. Содержание железного порошка позволяет получить стабильную дугу с минимальным разбрызгиванием. Легкое удаление шлака. Качественный шов с высокой Ударной вязкостью при пониженных температурах (до -30°C). Повышенная пластичность.
От 1 750 ₽

Электрод вольфрамовый WC-20 (серый) 1,0 мм Диаметр, мм 1,0 Ток, А 35-45 Толщина свариваемого металла, мм 0,8-1,5 Вольфрамовый электрод легированный 2 % оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент), который улучшает эмиссию электрода и начальный запуск дуги, так же увеличивается допустимый сварочный ток. Электроды WC-20 универсальные, ими можно сваривать на переменном токе и на токе прямой положительной полярности.
От 700 ₽

Электроды СпецЭлектрод МР-3С рутил-целлюлозные для сварки углеродистых и низколегированных сталей, диаметр 4.0мм, упаковка 1.0кг, предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Электроды обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности.
От 356 ₽