Еще скидки на Электроды Для Сварки

Электрод для дуговой сварки Кратон ø3,2 мм, 5кг АНО-21 предназначен для дуговой сварки конструкций из углеродистых и низколегированных марок сталей. Шов не подвержен образованию пор, трещин. Электрод имеет низкую чувствительность к изменению длины дуги, что доказывает высшие эксплуатационные качества. Во время работы разбрызгивание металла минимальное. Шлам, при сварке, отделяется легко.
От 1 198 ₽

Электрод УОНИ 13/45 (3 мм; 4,5 кг) МЭЗ Ц0035468 предназначен для ручной дуговой сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварного шва предъявляются повышенные требования по пластичности и ударной вязкости. Работы допустимы во всех пространственных положениях, кроме вертикального сверху вниз. Электрод УОНИ-13/45 дает сварной шов с минимальным содержанием водорода.
От 1 240 ₽

Сварочный электрод ESR 11 пригоден для сварки стали толщиной менее 5 мм, оцинкованного листового металла и труб, в производстве резервуаров и котлов, для трубопроводов, стали с нанесенной грунтовкой и слегка ржавой стали. Прост в применении для сварки в любой позиции, включая сварку сверху вниз. Обеспечивает превосходное заполнение зазоров. Хорошая заполняющая способность.
От 430 ₽

Предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей с содержанием углерода до 0,25%, когда к формированию швов предъявляют повышенные требования. Сварка может выполняться во всех пространственных положениях шва, кроме вертикального сверху вниз постоянным или переменным током. Перед использованием рекомендуется прокалить электроды при температуре 180 градусов С в течение часа.
От 1 569 ₽

Сварка переменным и постоянным током AC/DC. Применяются для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Вольфрамовые электроды WL-20 аналогичны WL-15, однако добавление 2,0% оксида лантана увеличивает максимальный ток, при этом несущая способность электрода ~ на 50% больше при сварке на переменном токе, чем чисто вольфрамового. Цвет электрода : синий (голубой) Маркировка : WL-20 Диаметр электрода : 1,6 мм. Длина электрода : 175 мм. Добавки : 1,8-2,2% La2O3 (оксид лантана)
От 1 100 ₽

Электрод сварочный ESAB АНО-21 3,0х350мм. Электрод с рутило-целлюлозным покрытием предназначен для ручной электродуговой сварки на переменном и постоянном токе во всех пространственных положениях углеродистых и низколегированных конструкционных сталей обычного класса. Подходит для использования для промышленной и бытовой сварки металлоконструкций. Отличительные особенности АНО-21: Позволяют получить шов с гладкой поверхностью; Легко варить даже сварщику с невысокой квалификацией; Позволяют выполнять сварку
От 2 630 ₽
Электроды ESAB ОК-46 используют для ручной дуговой сварки рядовых и ответственных конструкций из низкоуглеродистых марок сталей, постоянным или переменным током. Сварку можно выполнять во всех пространственных положениях не изменяя сварочный ток. Электроды ESAB ОК-46 обладают прекрасными сварочно-технологическими характеристиками, слабо чувствительны к ржавчине, грунтовке, загрязнениям. Шлак отделяется легко, а наплавленный валик формируется гладким, с плавным переходом к основному металлу.
От 3 271 ₽

Электрод образует наплавление с низкой вероятностью образования трещин и высокими прочностными характеристиками даже на сталях с содержанием углерода до 0,4% Эффективность 120% Высокие сварочно-технологические характеристики даже при сварке в сложных пространственных положениях Высокая ударная вязкость при низкой температуре до -40°C Пригоден для наплавки промежуточных слоев на сталь с высоким содержанием углерода Типичное применение: Сварка общего назначения Пространственные положения Во всех
От 1 400 ₽
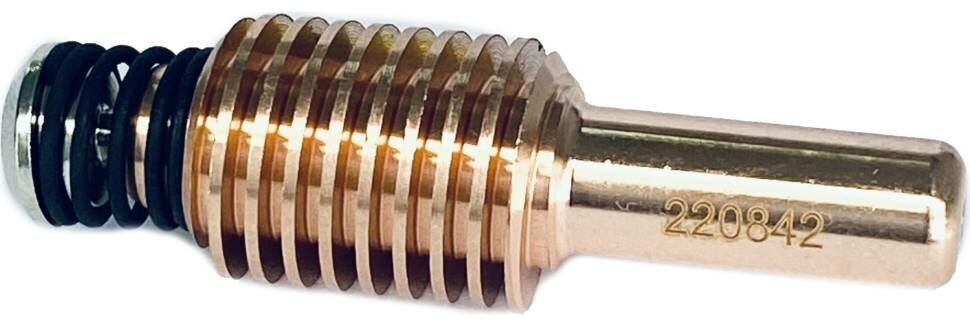
Электрод 220842 45-105 А. Упаковка 5 шт. Артикул 220842 Расходные детали резака Hypertherm Powermax 45XP/65/85/105/Duramax Сила тока, А - 10-105 Применение: Для низкоуглеродистой стали, Для нержавеющей стали, Для алюминия Подходит к системам Powermax 45XP/65/85/105 и предназначен для механизированной плазменной резки с ЧПУ, ручной резки, а также строжки металла. Расходники для плазмы 220842 рассчитаны на резку металла толщиной до 50 мм на токах от 10 до 105 ампер.
От 1 560 ₽

Электроды As P 308L используются для сварки вертикальных швов по легированным маркам стали 03Х18Н11, 06Х18Н11 и др. Электроды диаметром 3,2 мм, рассчитанные на сварочный ток 75-115 ампер. Электроды предлагаются в фирменной упаковке по 5 штук. Преимущества: - Высокое качество сварного шва, в том числе прочность и устойчивость к коррозии. - Возможность использования с бытовыми и профессиональными сварочными аппаратами. - Выдерживают энергию удара до 80 Дж.
От 1 867 ₽

Электроды S-46 Электроды с рутилово-целлюлозным типом покрытия предназначены для сварки низкоуглеродистых и низколегированных сталей во всех пространственных положениях на постоянном и переменном токе. Преимущества электродов Сварочные электроды S-46 обеспечивают отличную технологичность процесса сварки благодаря сверхстабильности сварочной дуги и незначительным потерям при разбрызгивании, отличаются легкостью отделения шлака.
От 2 050 ₽
Это рутил-целлюлозные электроды для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Электроды обеспечивают сварку во всех пространственных положениях переменным током и постоянным током любой полярности. Допускают сварку ржавого, плохо очищенного от окислов и других загрязнений металла; повторное зажигание дуги по холодной поверхности - сразу после прикосновения электрода к изделию; шлаковая корка отделяется при незначительном механическом воздействии
От 916 ₽
Ручные электроды NSSW предназначены для сварки сталей во всех положениях Электрод марки Nittetsu-16W (A5.1, E7016-G, тип Э50/ ГОСТ 9467-75) с покрытием основного типа предназначен для электродуговой сварки во всех положениях трубопроводов и ответственных металлоконструкций из сталей с нормативным пределом прочности до 530 МПа. При сварке корневого шва электрод полностью соответствует характеристикам, принятым в международной сварочной практике, дает образование хорошего обратного валика .
От 490 ₽

Описание Электродов RSE S46 d3,2мм Электроды сварочные RSE S46 d3,2мм применяются для сварки низкоуглеродистых и низколегированных сталей во всех пространственных положениях, кроме сверху вниз, на постоянном и переменном токе, также используются в судостроительстве, строительстве, машиностроении. Электрода обеспечивают отличную технологичность процесса сварки благодаря сверхстабильности сварочной дуги и незначительным потерям при разбрызгивании, отличаются легкостью отделения шлака.
От 389 ₽

Вольфрамовые неплавящиеся электроды WZ-8 (белого цвета) для аргонодуговой сварки. Сварочный процесс производится переменным током AC. Вольфрамовые электроды WZ-8 используются для сварки сплавов магния и алюминия. Часто применяются в ВПК. Допустимая токовая нагрузка на электрод WZ-8 выше, чем на ториевые, цериевые и лантанированные электроды. Цвет электрода : белый Маркировка : WZ-8 Диаметр электрода, мм. : 2,0 Длина электродов, мм : 175 Добавки : 0,7-0,9% ZrO2 (оксид циркония)
От 1 520 ₽

Сварочный электрод ESAB OK 46.00 с рутилово-целлюлозным покрытием - уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе.
От 2 002 ₽

Тип покрытия – основное. Электрод ESAB OK 53 70 с низким содержанием водорода для односторонней сварки трубопроводов и конструкций общего назначения. Отличается большой глубиной проплавления, формирует плоский шов с легко удаляемой шлаковой коркой. Хорошо сбалансированная шлаковая система обеспечивает стабильное горение дуги и позволяет легко производить сварку во всех пространственных положениях.
От 2 180 ₽

Тип покрытия – основное. Электрод рекомендуется для сварки неповоротных стыков трубопроводов, а также других особо ответственных изделий из коррозионностойких хромоникелевых сталей марок 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, эксплуатирующихся при температурах от -196 до +400°С, когда к металлу шва предъявляются жесткие требования по стойкости к межкристаллитной коррозии, чистоте наплавленного металла и его пластическим характеристикам при криогенных температурах.
От 650 ₽

Производство: Франция-Китай Электроды для споттера RedHotDot в виде трехлучевой звезды идут в наборе по 20 шт. Наконечник RedHotDot SR00001 применяется с аппаратами точечной сварки и чаще всего используется в автосервисах. Предназначен для выпрямления неровной металлической поверхности, к которой нет доступа с обратной стороны. Оснастка пристреливается точечной сваркой к месту, которое нужно выгнуть на себя, к ней крепится обратный молоток (приобретается отдельно), которым выправляется неровность.
От 1 136 ₽

Сварочные электроды Golden Bridge Т-50 (J422, J40.50) d 4.0 мм 5 кг Название: Т-50 (J422, J40.50) Аналоги: МР-3, АНО-21 AWS: GB/T 5117 E4303 Тип покрытия: титано-кальциевое. T-50 является электродом с современной формулой состава покрытия. Имеет отличные сварочно-технологические и механические свойства: стабильное горение дуги, низкий уровень разбрызгивания, отличную отделяемость шлака и хороший внешний вид шва.
От 875 ₽
Тип покрытия – рутилово-целлюлозное. Уникальный в своем классе электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод отличается относительно слабой чувствительностью к ржавчине, грунтовке, цинковым покрытиям и т. п.
От 6 335 ₽

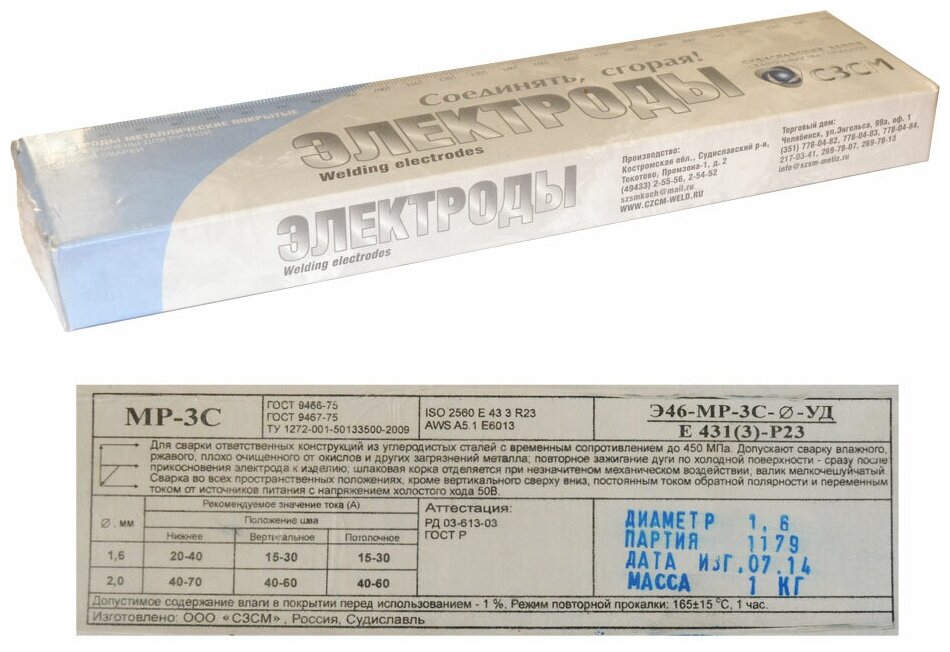
Рутил-целлюлозные электроды МР-3С предназначены для сварки ручной дуговой сваркой низколегированных и среднеуглеродистых сталей. Тип электродов МР-3С подходит для работы на ответственных и нагруженных металлоконструкциях. Покрытие у электрода МР-3С — рутил-целлюлозное. На металлический сердечник в порошкообразном виде нанесен рутиловый концентрат добываемого элемента, основную массу которого составляет диоксид титана (TiO2).
От 779 ₽

Основное назначение. Электроды с основным покрытием предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Сварка во всех пространственных положениях на постоянном токе обратной полярности. Технические характеристики. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70. Характеристики плавления электродов.
От 320 ₽