
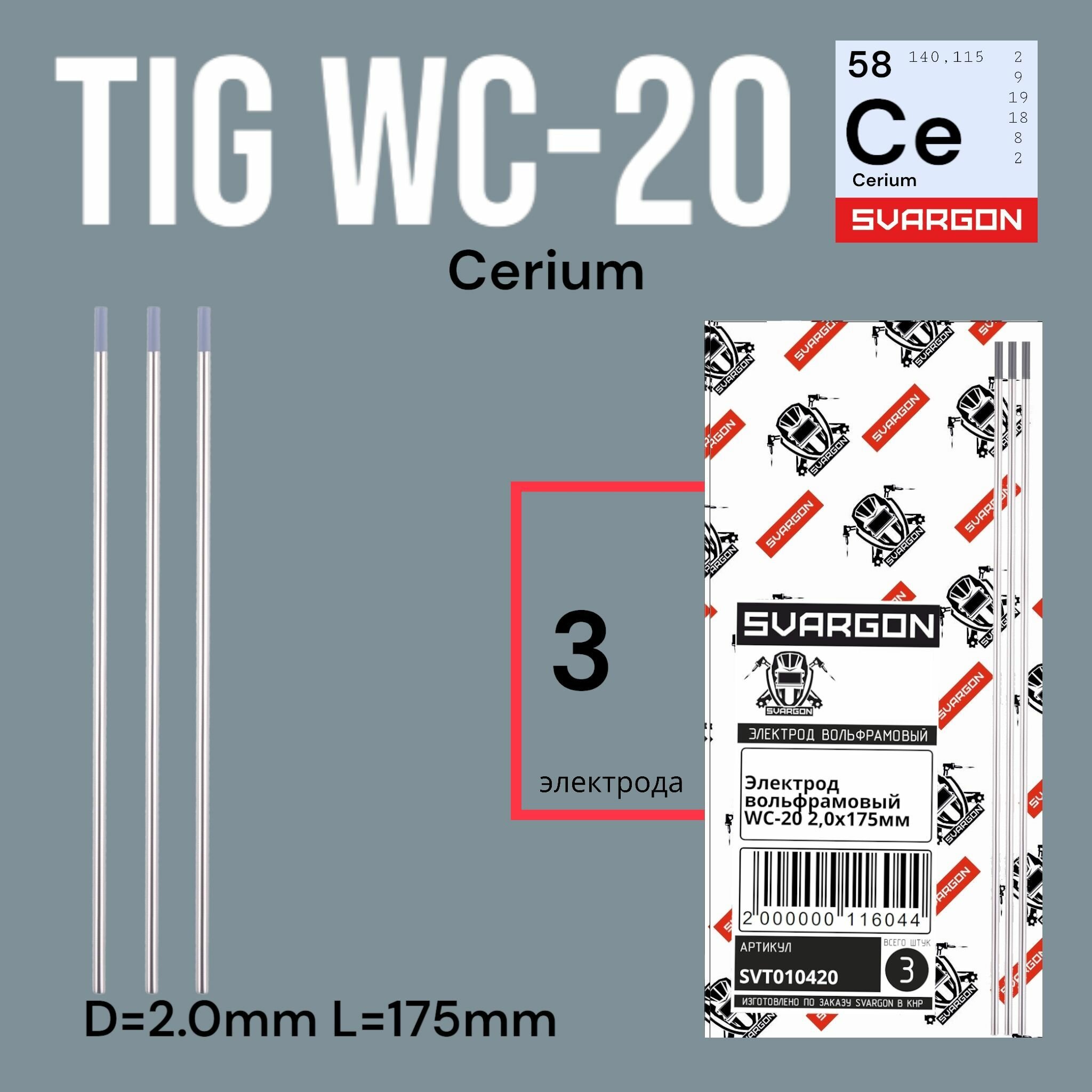
Скидка 20% на Вольфрамовый Электрод Foxweld Wl-20 1,6Мм (1751)/ 175Мм, Сварочный Для Аргонодуговой Сварки Tig , Синий (Голубой) (10)
Цена: 1100 ₽Еще скидки на Электроды Для Сварки

Электроды марки МР-3 – основная марка электродов при сваривании трубопроводов, строительных и других конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – сваривание проката и деталей из среднеуглеродистых сталей. Электроды имеют улучшенное зажигание дуги. Одним из основных достоинств является способность накладывать шов по ржавчине и соединять сырые детали.
От 539 ₽

Преимущества сварочного электрода NITTETSU: Аттестованы НАКС на группы технических устройств: ГДО, ГО, ко, МО, нгдо, отог, охнвп, ПТО, СК. Включены в реестры ПАО Транснефть и ПАО Газпром. Низкое содержание диффузионного водорода. Полярность - AC/DC (±). Сварка корневого прохода на низком токе с высокой стабильностью дуги и гарантированным формированием обратного валика без пор и прожогов. Легкость формирования шва при многопроходной сварке заполняющих слоев.
От 5 383 ₽

Электроды для ЭКГ однораз. D 50 пена, ж. гель, универс, Skintact FS-50,30шт/уп вес брутто: . вес нетто товара: . Основа: синтетическая сетка. Функциональное назначение: универсальные. Штук в упаковке: 30. Возрастное назначение: взрослые. Рентгенопрозрачный (предназначен для МРТ): Нет. Тип геля: жидкий. Вид электрода: одноразовый. Размер электрода, мм: 50 ММ. РУ на медицинское изделие: да. Электрод одноразовый Skintact FS-50 диаметр 50 мм.
От 772 ₽

Уонии 13/45 - это электроды производства компании ESAB, которые предназначены для сварки особо ответственных изделий из конструкционных низкоуглеродистых и низколегированных сталей с пределом прочности до 470 МПа (К38-К48) и арматурных сталей класса А240 во всех пространственных положениях, кроме вертикали на спуск, когда к сварному шву предъявляются высокие требования по пластичности и ударной вязкости.
От 1 520 ₽

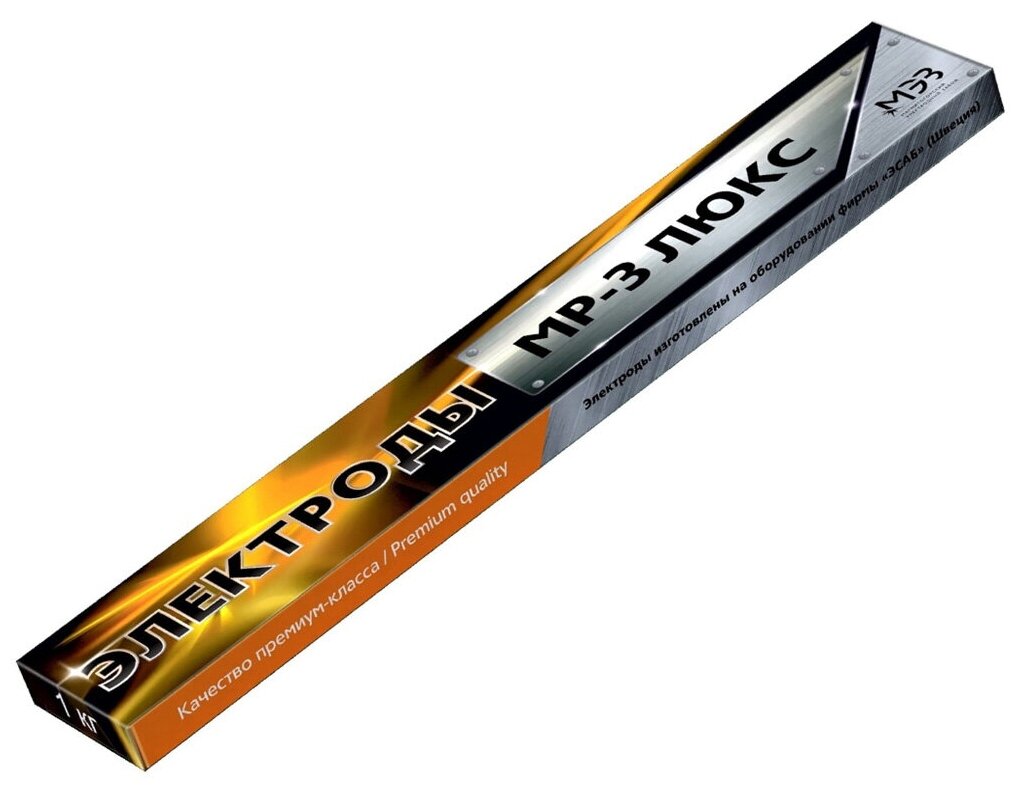
Электрод МР-3 люкс МЭЗ 00001966 используется для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей, с сопротивлением разрыву до 500 МПа. Подходит для формирования швов с высокими требованиями. Работы проводятся на постоянном токе обратной полярности и на переменном токе. Подходит для всех пространственных положений: Нижнее 90-130 А; Вертикальное 80-110 А; Потолочное 80-110 А; Вертикальное сверху-вниз 120-150 А.
От 569 ₽

Рутил-целлюлозные электроды МР-3С предназначены для сварки ручной дуговой сваркой низколегированных и среднеуглеродистых сталей. Тип электродов МР-3С подходит для работы на ответственных и нагруженных металлоконструкциях. Покрытие у электрода МР-3С — рутил-целлюлозное. На металлический сердечник в порошкообразном виде нанесен рутиловый концентрат добываемого элемента, основную массу которого составляет диоксид титана (TiO2).
От 779 ₽
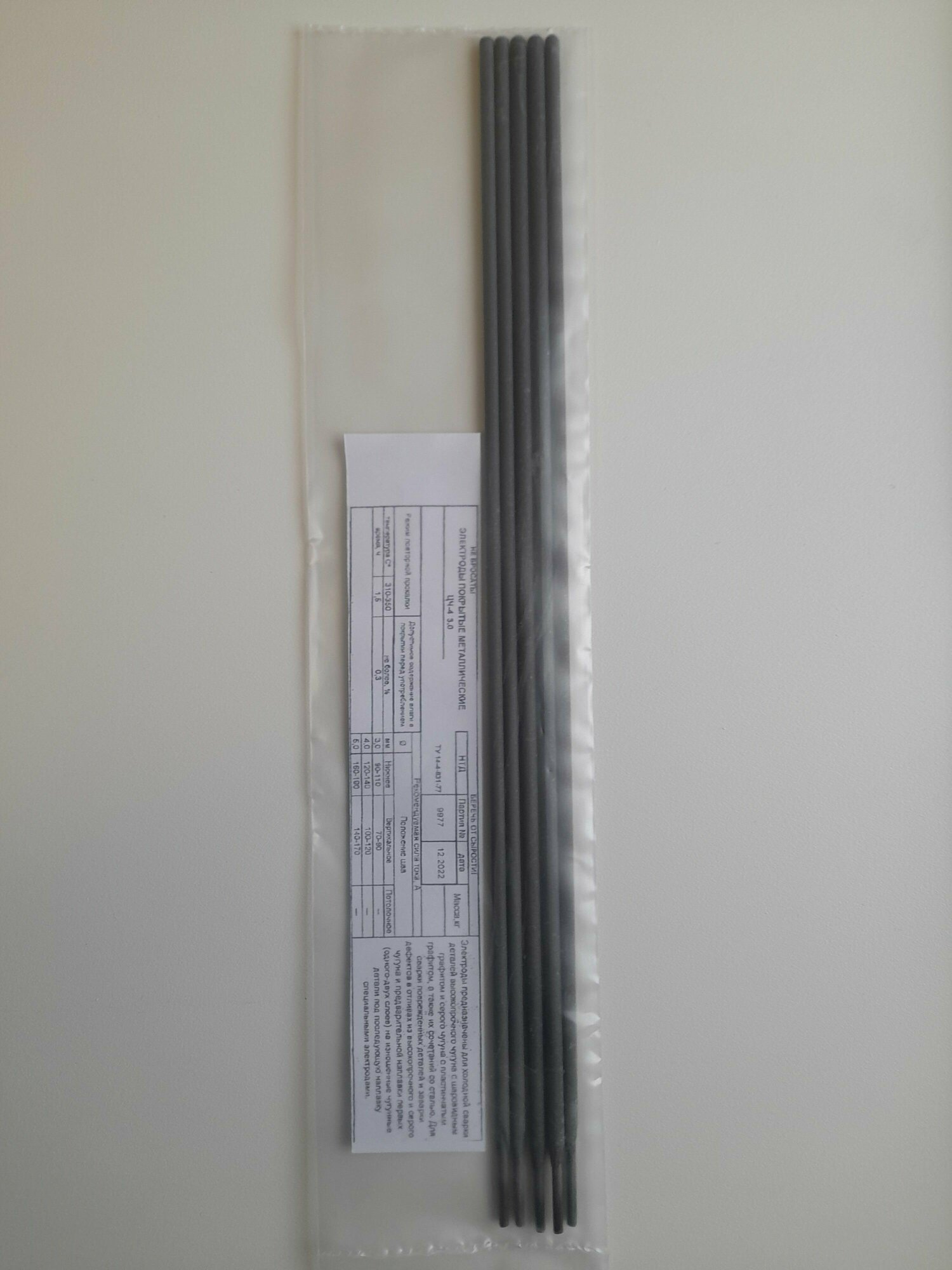
Электроды предназначены для ручной дуговой сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом и их сочетаний со сталью без предварительного подогрева, а также для сварки повреждённых деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоёв на изношенные детали под последующую наплавку специальными электродами.
От 350 ₽

Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по дсту 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления - КП, ПС, СП и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Условия применения: Коэффициент наплавки - 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла 1,7 кг.
От 1 020 ₽

Турецкие сварочные электроды ESR 11 (рутиловое покрытие). Применение для сварочных работ в таких сферах как: · сварка стали - толщиной менее 5 мм; · сварка оцинкованного листового металла и труб; · производства резервуаров и котлов; · изготовления или ремонта трубопроводов; · сварки стали с нанесенной грунтовкой; · сварочных работ по ржавой стали или окрашенной стали. Хорошая заполняющая способность по разным видам металла.
От 900 ₽
Преимущества: - Улучшенный состав покрытия, поэтому малая токсичность и концентрация газовых выделений при сварке; - Повышенные сварочно-технологические характеристики; - Малое разбрызгивание; - Устойчивое горение сварочной дуги даже на малых токах; - Уменьшение задымленности при сварке.
От 359 ₽
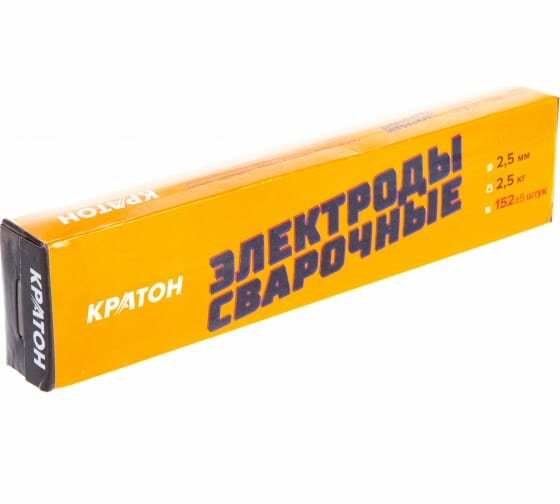
Тип Э42 Марка электрода J422 Диаметр 2.5 мм Свариваемый материал углеродистые стали Аналоги УОНИ 13/45, МР-3 Вес нетто 2,5 кг
От 830 ₽

Электроды ЦЧ-4 предназначены для холодной сварки, ремонтной наплавки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугунов, а также сварки таких чугунов со сталью. Еще их используют для наплавки первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварку производят короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может
От 1 535 ₽

Описание Электродов RSE S46 d3,2мм Электроды сварочные RSE S46 d3,2мм применяются для сварки низкоуглеродистых и низколегированных сталей во всех пространственных положениях, кроме сверху вниз, на постоянном и переменном токе, также используются в судостроительстве, строительстве, машиностроении. Электрода обеспечивают отличную технологичность процесса сварки благодаря сверхстабильности сварочной дуги и незначительным потерям при разбрызгивании, отличаются легкостью отделения шлака.
От 389 ₽

Электроды для сварки Гарант обладают превосходными характеристиками в технологии сварки: простота в использовании; стабильность и мягкость горения дуги; легкий поджиг — первоначальный и повторяющийся; равномерная плавкость покрытия; небольшой расход металла от распыления; легкость в отделении корки из шлака, прекрасная сформированность шва; маленькая чувствительность к подготовке граней изделий, которые будут сваривать; способность сваривания деталей на постоянном и переменных токах.
От 620 ₽

Электрод QUATTRO ELEMENTI 770-445 предназначен для сварки методом MMA конструкций из низколегированных и малоуглеродистых сталей. В основе покрытия лежит минерал рутил, рутиловый концентрат, состоящий в основном из двуокиси титана. Применяется в машиностроении и строительстве. Электрод обеспечивает мощное и стабильное горение дуги. Не образует поры в швах при сварке сталей с окалиной и ржавчиной. Оптимален для сварки в любом положении, кроме вертикального сверху вниз.
От 946 ₽

Сварочные электроды Foxweld AlSi5 предназначены для работы с алюминиевыми сплавами методом MMA (ручная дуговая сварка). Расфасованы по три штуки в одной упаковки. Foxweld AlSi5 выпускаются согласно технологическому регламенту корпорации Lincoln Electric в Турции и являются одними из лучших электродов для сварки алюминиевых сплавов на российском рынке. Электродами можно производить работы, как с алюминиевыми прокатами, так и с изделиями, произведённые литьём, содержащие 5% кремния.
От 1 331 ₽

Сварочные электроды TIGARBO - это продукт, который сочетает в себе высокое качество и надежность. Они изготавливаются из специальных компонентов, которые обеспечивают их высокую производительность и универсальность. Электроды предназначены для сварки стали и других металлических изделий, что делает их идеальным выбором для профессиональных сварщиков и любителей сварки. Отличное решение для ручной сварки металла. Эти рутиловые электроды имеют диаметр от 2 мм до 3 мм.
От 475 ₽

Производитель: Nippon Steel & Sumikin Welding Co, Ltd Япония Является функциональным аналогом электродов LB-52U, OK 53.70 Классификация: JIS Z 3211: E4316AWS A5.1: E7016-GГОСТ 9467-75: Э50A (условно) Сварочный электрод Nittetsu-16W с покрытием основного типа применяется для: сварки и ремонта корневого слоя шва неповоротных стыков труб газонефтепроводов из сталей прочностных классов до К60 включительно (нормативный предел до 588 МПа включительно)
От 2 550 ₽


Предназначены для ручной дуговой сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву 490 Н/мм2. Особенно пригодны для сварки тавровых соединений с получением мелкочешуйчатых вогнутых швов без подрезов. Во всех пространственных положениях сварки. Тип - Э-46 Тип покрытия - рутиловое Рекомендуемые значения тока (А): Пространственное положение сварки нижнее - 50-90 Пространственное положение сварки вертикальное - 50-70 Пространственное положение сварки потолочное - 50-70
От 1 460 ₽
Сварочные электроды Оливер гарант предназначены для сварки рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ГОСТ 380 и ГОСТ 1050. Преимущества: · легкое зажигание и высокая эластичность сварочной дуги, · отсутствие особых требований к качеству подготовки кромок свариваемых деталей, · возможность сварки во всех пространственных положениях без изменения сварочного тока позволяет вести сварку в сложных положениях даже начинающим и низкоквалифицированным сварщикам.
От 910 ₽


Электроды Т-590 риметалк - предназначены для наплавки рабочих поверхностей изношенных деталей, изготовленных из легированной стали и чугуна, работающих в условиях, преимущественно, абразивного изнашивания, с минимальными ударными нагрузками. Наплавка данным типом электрода позволяет экономить денежные средства на покупку комплектующих и значительно продлевает срок службы изделий, которыми укомплектованы устройства.
От 1 590 ₽